Содержание
3D-печать по металлу | Принтер DMLS | Оборудование для аддитивного производства
Оборудование
Оборудование Аддитивного Производства
Что такое аддитивное производство металлов?
Eplus 3D Аддитивное производство металлов
Оборудование и материалы для 3D-печати по металлу
Eplus3D принтеры по металлу, от моделей начального уровня до многолазерных машин, могут использоваться для аддитивного производства промышленного уровня. Мы также предлагаем передовые процессы для промышленной 3D-печати металлов, совместимые с различными металлическими материалами, включая алюминиевые сплавы, титановые сплавы, кобальт-хромовые сплавы, сплавы на основе никеля, нержавеющую сталь, инструментальную сталь, медные сплавы и другие микропорошки металлов.
Селективное лазерное плавление 3D Принтер
-
-
-
-
-
-
-
-
EP-M150T 3D принтер по металлу
EP-M150T стоматологический 3D-принтер по металлу может профессионально печатать стоматологические металлические коронки, мосты, брекеты с улучшенной системой подачи порошка и просеивания, что обеспечивает высокий коэффициент использования материала, который составляет более 550 корон, напечатанных только на 1 кг порошка Оптимизированная структура камеры и отличные герметизирующие свойства минимизировать расход газа
EP-M150T 3D принтер по металлу
EP-M150T стоматологический 3D-принтер по металлу может профессионально печатать стоматологические металлические коронки, мосты, брекеты с улучшенной системой подачи порошка и просеивания, что обеспечивает высокий коэффициент использования материала, который составляет более 550 корон, напечатанных только на 1 кг порошка Оптимизированная структура камеры и отличные герметизирующие свойства минимизировать расход газа
-
-
Узнать больше о наших материалов порошках для 3D печати
Подробнее
Конкретный пример 3D печати по металлу
Напишите нам
Есть вопросы? Свяжитесь с Eplus3D сейчас!
Мы свяжемся с вами как можно скорее по любым вашим вопросам, чтобы предоставить правильное решение для аддитивного производства!
*
*
Отправить
Контакты
Eplus3D компания
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Технология аддитивной 3D печати металлическим порошком методом электроннолучевой плавки (EBM – Electron Beam Melting)
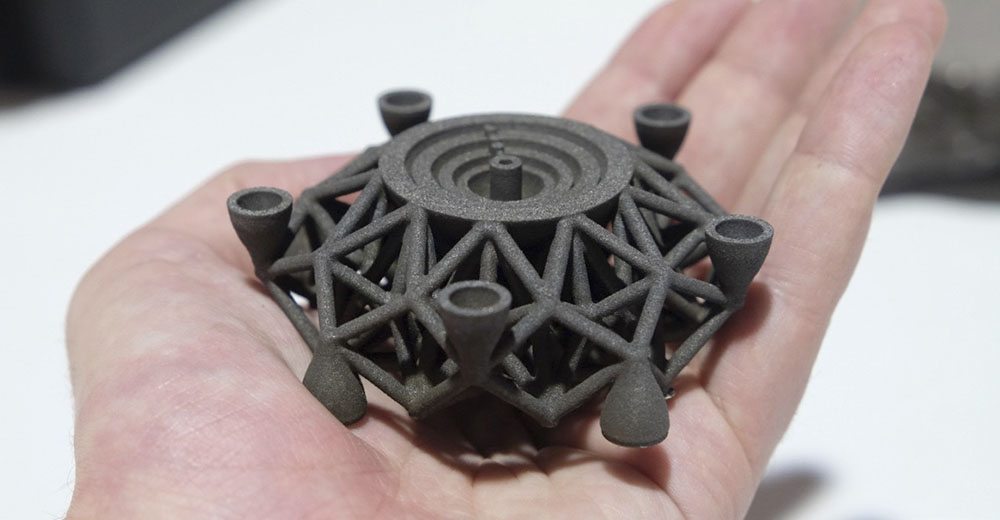
Промышленные 3D принтеры для печати металлами с помощью электроннолучевой плавки (спекания) предназначены для производства готовых к эксплуатации металлических изделий (деталей). Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
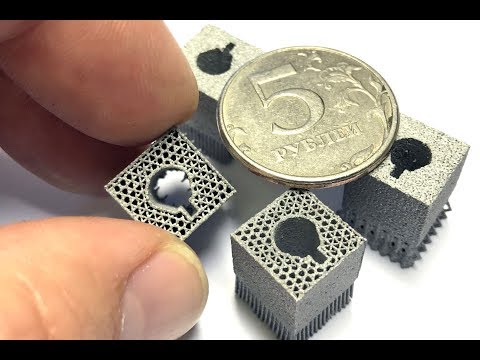
В мировой практике промышленные 3D принтеры EBM часто используют для производства остеоимплантов (искусственных имплантов костей) по индивидуальным размерам и геометрии костей пациента, снятых с помощью компьютерной томографии. И на то есть ряд серьезных причин. Для построения остеоимплантов используют сплавы титана и нержавеющей стали. В отличие от 3D принтеров SLM, где энергия спекания создается с помощью лазера, электроннолучевые принтеры могут использовать металлические порошки более грубой (крупной) фракции, например 75-120 мкм.
Для использования внутри организма человека шероховатость поверхности остеоимпланта не имеет решающего значения и даже может обеспечить лучшую сращиваемость с остальными тканями организма и прорастание при сетчатой и арочной конструкциях искусственных костей. Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Так же 3D принтеры, печатающие металлами с помощью электроннолучевой плавки имеют более высокую скорость построения изделия. Сама печать происходит при высокой температуре в камере, в том числе и металлического порошка. Это дает возможность получать готовые изделия высокой степени спекаемости (сплавляемости) без необходимости дополнительной термообработки в вакуумных печах, как при печати по технологии SLM.
В самих изделиях отсутствуют остаточные температурные напряжения, способствующие образованию трещин и последующему разрушению при нагруженной эксплуатации изделий.
Что же представляет из себя аддитивная 3D технология электроннолучевой плавки ЕВМ?
На поршень элеваторной системы 3D принтера прочно закрепляется съемная платформа построения. В герметичной камере 3D принтера создается вакуум, необходимый для свободного движения электронов. Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Рассеянный электронный луч производит прогрев съемной платформы и камеры. Движущаяся каретка наносит и разравнивает первый слой металлического порошка на платформу. Рассеянный луч электронов при необходимости производит дополнительный прогрев слоя порошка. Затем луч фокусируется в точку и на высокой скорости сканирования, в соответствии с программой, начинает сплавлять металлический порошок. Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Первичный анод служит для улучшения фокусировки электронного луча. Фокусирующая катушка сжимает луч, а сканирующая, производит его отклонение по оси X и Y. Сфокусированный в точку диаметром 0,2 мм, электронный луч мощностью до 3 кВт легко сплавляет даже увеличенный слой металлического порошка.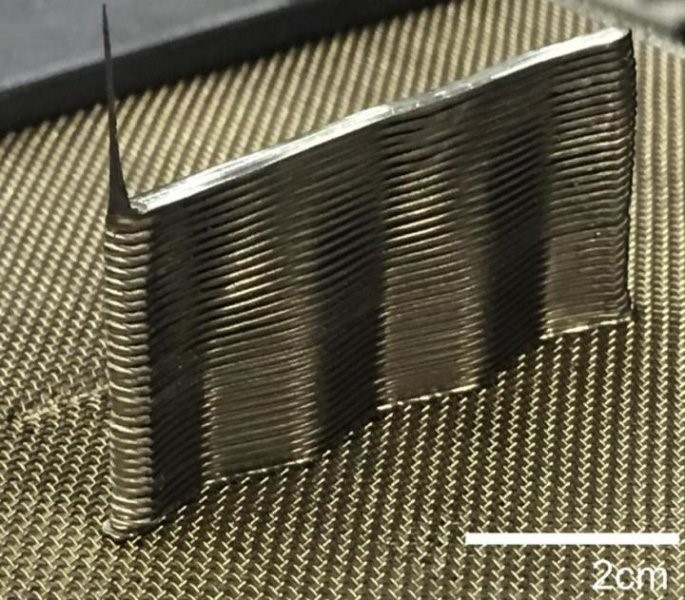 Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Что соответствующим образом влияет на увеличение производительности принтера, которая как минимум в два-четыре раза превышает производительность аналогичных лазерных принтеров по металлу. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
После сплавления первого слоя металлического порошка, поршень опускается на шаг построения (около 0,2 мм) вниз, каретка наносит и разравнивает следующий слой порошка и происходит следующий цикл зонной электроннолучевой плавки.
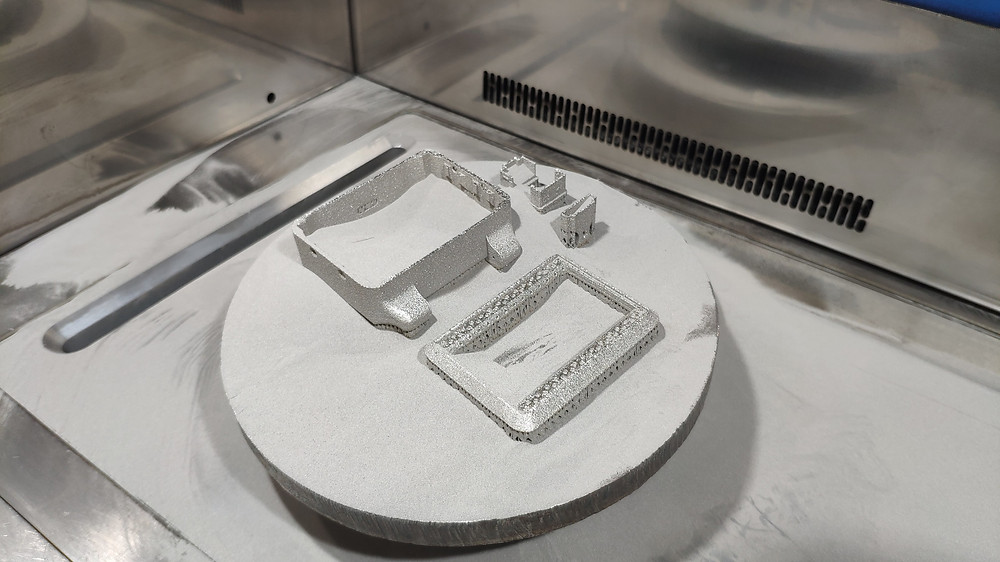
Для нивелирования неточности платформы на которой печатается изделие, и выравнивания горизонтальной поверхности, в начале процесса аддитивной печати печатаются ножки — подставки. Требования к их прочности и качеству невысокие, поэтому они печатаются с малой степенью заполнения объема. Следует учесть, что при печати в изделии выделяется большое количество теплоты, поэтому прогрев сканирующим лучом делается только по необходимости. А вообще температура предварительного нагрева поверхности порошка может варьировать в диапазоне 500 — 1000°С в зависимости от материала порошка.
По окончании производства готового изделия, поршень подается вверх, с него с помощью специального промышленного пылесоса и щеточки собирается не использованный металлический порошок.
Внимание! Открывать вакуумную камеру и запускать в нее насыщенный кислородом воздух можно только после остывания камеры. Металлические порошки чрезвычайно пожароопасны и мгновенно воспламеняются на воздухе, особенно когда они разогреты до высокой температуры.
Внимание! Работы по уборке неиспользованного порошка производятся в респираторе, для предотвращения поражения органов дыхания мелкодисперсным металлическим порошком.
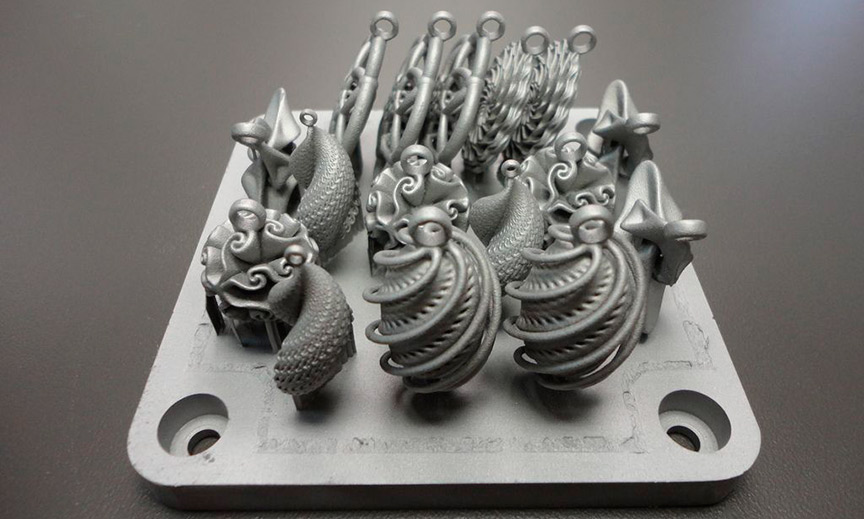
После того, как камера остыла и неиспользованный порошок полностью удален, с поршня откручивается платформа построения с приваренным к ней готовым изделием. Затем с помощью вольфрамовой струны на электроэрозионном станке деталь отрезается от платформы. Производится ее дальнейшая механическая обработка для удаления остатков ножек. При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
Дополнительная термообработка деталей в большинстве случаев не требуется. Изделие получается готовым к применению сразу после печати. И это так же влияет на уменьшение себестоимости аддитивной печати металлом на электроннолучевых 3D принтерах. Следует учесть, что в себестоимости аддитивной 3D печати металлическим порошком по лазерной технологии SLM, именно амортизация 3D принтера составляет до 70% себестоимости готового изделия.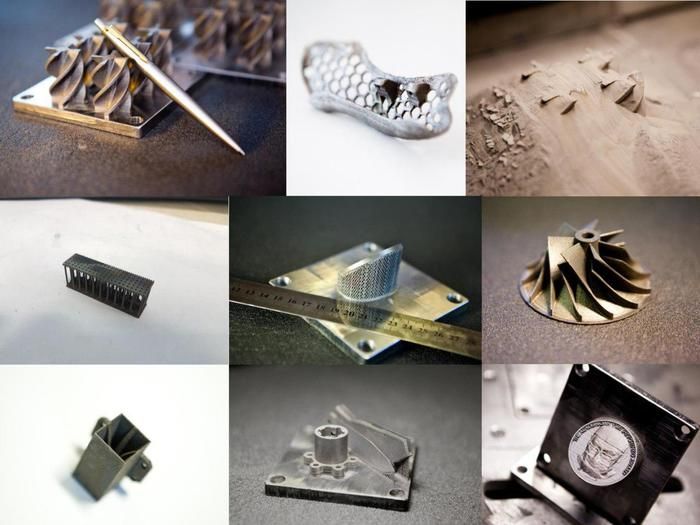 А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
Электроннолучевые 3D принтеры, обладая более высокой производительностью, вносят значительно меньший вклад от амортизации принтера в себестоимость готового изделия и соответственно уменьшают его стоимость.
Технические параметры промышленного электроннолучевого 3D принтера для печати металлом EBM200
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 05-1.0 Pa
05-1.0 Pa
 2, для PC
2, для PC
Каталог
Скачать >>>
Посмотреть >>>
Комплектация 3D принтера
-
Промышленный 3D принтер технологии EBM. -
Чиллер, для системы охлаждения 3D принтера дистиллированной водой. -
Вакуумная сушильная камера для металлического порошка. -
Промышленный пылесос.
Опционально:
-
Пневмогидрообразивная машина (пескоструйка).
-
Станок для электроэрозионной резки. - Кондиционер и осушитель воздуха.

Требования к помещению для аддитивной 3D печати по металлу электроннолучевым методом:
-
Поддержание стабильного температуро-влажностного режима. -
Поддержание стабильного температуро-влажностного режима. -
Температура 20-26 градусов. -
Влажность менее 40% без конденсата. -
Для этого помещение для 3D принтинга по металлу следует оборудовать кондиционером и осушителем воздуха.
Виды металлических порошков для аддитивной 3D печати электроннолучевым методом
- Титан и сплавы на основе титана.
- Сплавы алюминия.
- Жаропрочные сплавы стали.
- Сплавы кобальта и хрома.
- Нержавеющая сталь 316L.
- Медные сплавы и многие другие.
Области применения изделий, произведенных на электроннолучевых 3D принтерах по металлу:
- аэрокосмическая,
- медицинская,
- военная,
- промышленная области.

Преимущества электроннолучевой аддитивной 3Dпечати по технологии (EBM):
- Высокая производительность 3D принтеров ЕВМ, по сравнению с технологией SLM.
- Низкая себестоимость изделий.
- Использует менее дорогой металлический порошок более крупных фракций.
- Возможность вторичного использования металлического порошка после его просеивания и вакуумной сушки.
- Управление электронным лучом производится магнитными полями.
- Отсутствуют дорогостоящие оптические зеркала и германиевые или алмазные линзы.
- Безинерционное управление электронным лучом дает высочайшую скорость сканирования.
- Рассеивание луча позволяет подогревать металлический порошок без использования дополнительных нагревателей и получать высокую плотность изделий.
- Успешно применяется для производства ортопедических костных имплантов (остеоимплантов) из титана, выполненных пористыми и арочными, способствующими остеоинтеграции — сращиванию костных тканей с имплантантом (имплантом).
- Позволяет печатать изделия из двух разных материалов с постепенным градиентом изменения состава по оси Z.
- Позволяет создавать жаростойкие форсунки и лопатки газовых турбин, включая реактивные двигатели. Кроме того, используется для создания несущих титановых элементов крыла самолета.
- Применяется для создания элементов ракетных двигателей: камер сгорания и форсунок со стойкостью к температурам свыше 3000°С. Где высокое давление и температура требуют использования тугоплавких и прочных материалов – таких, как титан.
- Не ограничено геометрической сложностью изготовляемых деталей без необходимости последующей сборки или сварки.
- Возможность печати внутренних полостей и деталей в деталях.

Минусы электроннолучевой аддитивной 3D технологии (EBM):
- Достаточно малый размер камеры построения.
- Повышенная шероховатость, напечатанных изделий.
- При работе 3D принтера имеет место рентгеновское тормозное излучение, от которого необходима защита, как оборудования, так и обслуживающего персонала.
- Необходима защита органов дыхания обслуживающего персонала от мелкодисперсного металлического порошка.
- Склонность к возгоранию металлических порошков титана и стали.

Китай — первая экономика мира, и крупнейший в мире производитель 3D принтеров.
Качество китайских 3D принтеров часто превышает американские и немецкие аналоги, из-за массового производства и применения. По желанию заказчика в 3D принтерах используются американские лазеры и немецкие сканеры, японские серводвигатели, тайваньские контролеры. Промышленные 3D принтеры и программное обеспечение дорабатывается и улучшается каждые 2 недели. По всему Китаю работают сотни центров прототипирования для обеспечения качественными прототипами и готовыми изделиями мощнейшей с мире промышленности Китая.
Видео
 youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BEV93oDktHA?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
Сопутствующие товары
3D принтер SLA-600
Промышленные стереолитографические 3D принтеры SLA по фотополимерной смоле
Оборудование для производства металлических порошков для 3D принтеров с помощью индукционной вакуумной плавки и газовой атомизации
Промышленные 3D принтеры для печати металлом SLM
Промышленные 3D принтеры для печати металлом LMD
Промышленные 3D принтеры для печати песком в полимерной оболочке для литьевых форм и полистирола
Промышленные 3D принтеры для печати порошком нейлона (полиамида) и полипропилена
Промышленные 3D принтеры для печати керамикой
Вспомогательное оборудование для аддитивного 3D производства и прототипирования
Автор статьи директор компании «Мосиндуктор»
© 2017 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи или ее части
на любом сайте кроме www.mosinductor.ru
X-серия | Настольный Металл
Командный DM
Платформы
3D-печать металлом и композитами
Решения 3D-печати для здравоохранения
Промышленная полимерная 3D-печать
™
Решения для 3D-печати песком и инструментами
3D-принтеры для листового металла
Материалы
Прорыв в разработке фотополимеров
Продвижение переработанной древесины, напечатанной на 3D-принтере
Приложения и многое другое
Эксперты по производству гидравлических добавок
Технология повторного нанесения порошкового покрытия из нескольких материалов
Цифровая трансформация стоматологии
Струйная 3D-печать Binder с использованием запатентованной технологии Triple ACT для превосходного качества поверхности и специальных материалов, включая металлы и керамику.
Заказать сейчас
Ваш браузер не поддерживает видео тег.
Обзор систем
— 01
InnoventX
Самый компактный струйный 3D-принтер для производства металлических, керамических или композитных деталей.
Эта простая в использовании система, выпущенная в 2018 году, оснащена технологией Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для обучения, исследований, прототипирования, быстрой разработки продуктов и мелкосерийного производства мелких компонентов.InnoventX
InnoventX
Самый компактный струйный 3D-принтер для производства металлических, керамических или композитных деталей. Эта простая в использовании система, выпущенная в 2018 году, оснащена технологией Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для обучения, исследований, прототипирования, быстрой разработки продуктов и мелкосерийного производства мелких компонентов.
[ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ]
InnoventX
Технология печати
Тройная передовая технология уплотнения™
Направление печати
Однонаправленный
Размер коробки сборки
160 x 65 x 65 мм (6,3 x 2,5 x 2,5 дюйма)
Макс.
скорость наращивания (толщина слоя 65 мкм)54 см3/ч
Системы переплета
AquaFuse™, CleanFuse™, FluidFuse™, PhenolFuse™
Внешние размеры
1203 x 1016 x 1434 мм (47,4 x 40,0 x 56,5 дюйма)
Скачать спецификацию
— 02
X25Pro
Эта современная система струйной 3D-печати со связующим средним объемом уже используется во всем мире для производства металлических, керамических и композитных деталей. Эта система, выпущенная в 2020 году, оснащена системой Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для исследований, создания прототипов, быстрой разработки продуктов, мелкосерийного производства или непрерывного круглосуточного производства.
X25Pro
X25Pro
Эта усовершенствованная система 3D-печати со связующим средним объемом уже используется во всем мире для производства металлических, керамических и композитных деталей.
Эта система, выпущенная в 2020 году, оснащена системой Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для исследований, создания прототипов, быстрой разработки продуктов, мелкосерийного производства или непрерывного круглосуточного производства.[ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ]
Х25Про
Технология печати
Тройная передовая технология уплотнения™
Направление печати
Однонаправленный
Размер коробки сборки
400 x 250 x 250 мм (15,75 x 9,84 x 9,84 дюйма)
Макс. скорость наращивания (толщина слоя 65 мкм)
1200 см3/час
Системы переплета
AquaFuse™, CleanFuse™, FluidFuse™, PhenolFuse™,
Внешние размеры
2300 x 1800 x 2300 мм (90,5 x 70,9 x 90,5 дюйма)
Скачать спецификацию
— 03
X160Pro
Самый большой в мире струйный 3D-принтер для производства металлических, керамических или композитных деталей.
Эта система оснащена Triple ACT и пьезоэлектрической печатающей головкой. Он предназначен для непрерывного круглосуточного производства, но поддерживает мелкосерийное производство, быструю разработку продукта и даже исследования и создание прототиповX160Pro
X160Pro
Самый большой в мире струйный 3D-принтер для производства металлических, керамических или композитных деталей. Эта система оснащена Triple ACT и пьезоэлектрической печатающей головкой. Он предназначен для непрерывного круглосуточного производства, но поддерживает мелкосерийное производство, быструю разработку продукта и даже исследования и создание прототипов
[ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ]
X160Pro
Технология печати
Тройная передовая технология уплотнения™
Направление печати
Однонаправленный
Размер коробки сборки
800 x 500 x 400 мм (31,5 x 19,7 x 15,8 дюйма)
Макс.
скорость наращивания (толщина слоя 65 мкм)До 3120 см3/ч
Системы переплета
AquaFuse™, CleanFuse™, FluidFuse™, PhenolFuse™,
Внешние размеры
3300 x 3300 x 2700 мм (130 x 130 x 107 дюймов)
Скачать спецификацию
 Эта простая в использовании система, выпущенная в 2018 году, оснащена технологией Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для обучения, исследований, прототипирования, быстрой разработки продуктов и мелкосерийного производства мелких компонентов.
Эта простая в использовании система, выпущенная в 2018 году, оснащена технологией Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для обучения, исследований, прототипирования, быстрой разработки продуктов и мелкосерийного производства мелких компонентов. скорость наращивания (толщина слоя 65 мкм)
скорость наращивания (толщина слоя 65 мкм) Эта система, выпущенная в 2020 году, оснащена системой Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для исследований, создания прототипов, быстрой разработки продуктов, мелкосерийного производства или непрерывного круглосуточного производства.
Эта система, выпущенная в 2020 году, оснащена системой Triple ACT и пьезоэлектрической печатающей головкой. Он подходит для исследований, создания прототипов, быстрой разработки продуктов, мелкосерийного производства или непрерывного круглосуточного производства. Эта система оснащена Triple ACT и пьезоэлектрической печатающей головкой. Он предназначен для непрерывного круглосуточного производства, но поддерживает мелкосерийное производство, быструю разработку продукта и даже исследования и создание прототипов
Эта система оснащена Triple ACT и пьезоэлектрической печатающей головкой. Он предназначен для непрерывного круглосуточного производства, но поддерживает мелкосерийное производство, быструю разработку продукта и даже исследования и создание прототипов скорость наращивания (толщина слоя 65 мкм)
скорость наращивания (толщина слоя 65 мкм)Применение по отраслям
_Отрасли
Изучите области применения 3D-печати в различных отраслях.
Ваш браузер не поддерживает видео тег.
Заказать сейчас
Будьте в курсе последних новостей
Металлический 3D-принтер — решение для 3D-печати HP Metal Jet S100
Свяжитесь со специалистом HP по 3D-печати
Выберите номер телефона для своей страны, чтобы поговорить с местным экспертом по продажам HP 3D-печати уже сегодня.
België/Belgique
+32 78 48 44 69
Czech Republic
+420 239 050 531
Deutschland
+49 7031 986 90 13
+49 7031 986 90 17
España
+34 93 003 45 95
France
+33 6 28 78 35 59
Italia
+39 02 8295 2406
Nederland
+31 20 241 5685
Norway
+47 23 96 00 13
Österreich
+43 720 117035
+43 1424 0091
Romania
+40 376 300 174
Sweden
+46 8 446 891 49
Suisse/Switzerland
+41 44 511 2308
+41 44 511 2333
United Kingdom
+44 20 7365 8158
United States
+1 877 468 8369
Откройте новые возможности для бизнеса с помощью цифровой 3D-печати промышленных металлов для массового производства
Посмотреть видео
Ускорьте внедрение инновационных разработок и продуктов
Эффективная 3D-печать
металлических деталей в масштабе
Высококачественная
3D-печать металлических деталей
от надежного мирового лидера отрасли
Масштабируйте рост с помощью гибкого предложения HP
Оптимизируйте рабочий процесс 3D-печати металлом
Узнайте, как это решение для 3D-принтера по металлу повышает эффективность от проектирования до готовой детали.
Программное обеспечение
Программное обеспечение
Программные решения HP Metal Jet обеспечивают контроль подключенных заводских системных решений, фокусируются на потоке данных между точками взаимодействия и определяют приоритет времени безотказной работы.
Материалы
Материалы
Доступны два порошка из нержавеющей стали с параметрами процесса, которые обеспечивают свойства MPIF 35: HP Metal Jet SS 316L и HP Metal Jet SS 17-4PH.
Данные предоставлены 3
Услуги
Услуги
Услуги HP Metal Jet Solution Services предоставляют вашему бизнесу комплексный набор услуг по адаптации, обслуживанию и профессиональным услугам, которые помогут вам добиться максимальной отдачи от технологии HP Metal Jet.
«Преимущества, которые я вижу в технологии HP Metal Jet, — это надежность процесса, высокая производительность машины и чистота поверхности.
 Теперь мы считаем технологию Metal Jet от HP жизнеспособным вариантом для серийного производства деталей. Мы планируем использовать эту технологию во всех сферах деятельности Schneider Electric, чтобы повысить ценность наших продуктов и клиентов». 9
Теперь мы считаем технологию Metal Jet от HP жизнеспособным вариантом для серийного производства деталей. Мы планируем использовать эту технологию во всех сферах деятельности Schneider Electric, чтобы повысить ценность наших продуктов и клиентов». 9
Посмотреть видео , с решением для печати HP Metal Jet S100, мы можем сказать, что у AM есть возможность выйти на рынки серийного производства».
Диего Лоран, генеральный директор GKN Powder Metallurgy
Посмотреть видео
Данные предоставлены ⁵
«Сокращая время цикла производства деталей, мы можем очень быстро увеличить объемы массового производства. Вот почему новая платформа HP Metal Jet — это огромный шаг вперед для отрасли, и мы с нетерпением ждем возможности поднять планку того, что возможно, чтобы предоставить нашим клиентам больше преимуществ и инноваций».
Д-р Мартин Гёде, руководитель отдела технологического планирования и разработка, Фольксваген.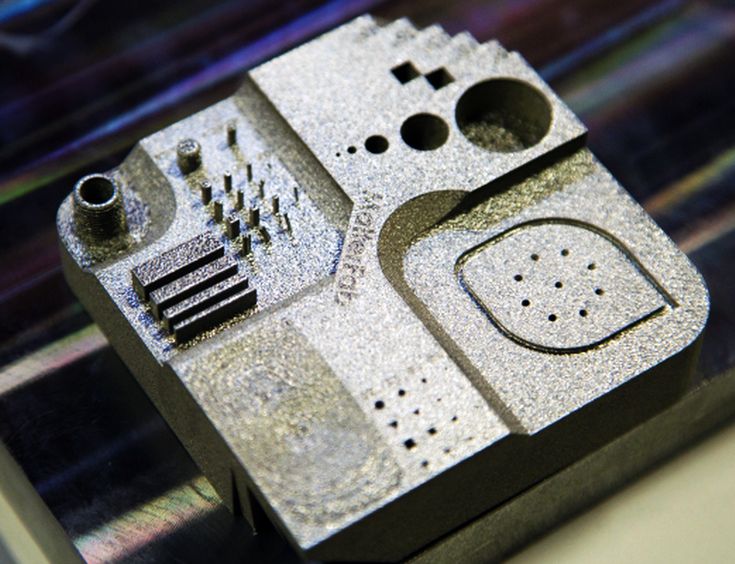
Посмотреть видео
Данные предоставлены ⁶
«HP Metal Jet представляет собой первую по-настоящему жизнеспособную 3D-технологию для промышленного производства металлических деталей. Наши клиенты требуют высочайшей производительности, качества и надежности, а передовые технологии HP и опыт революционных изменений на рынке дают нам уверенность в том, что мы превзойдем все ожидания».
Роб Холл, президент Parmatech
Смотреть видео
Данные предоставлены ⁷
Использование технологии Binder Jetting и опыта HP в области аддитивного производства
Почему 3D-печать металлом?
- Инновационные конструкции для облегченных или сборных деталей, повышения производительности и настройки
- Повышение эффективности и экономичности
Почему струйная обработка связующим?
- Более высокая производительность за счет послойного процесса; меньше постобработки и не требуется удаление поддержки
- Экономичность за счет использования металлических порошков от известных мировых поставщиков порошков
Почему 3D-печать HP Metal Jet?
- Печатающая головка HP для термоструйной печати обеспечивает экономичность и качество деталей (шероховатость поверхности и точность)
- Использует IP латекса HP и использует минимальное связующее вещество, что позволяет изготавливать детали большей толщины и массы
3D-печать металлических деталей может помочь вам устранить конструктивные ограничения аналоговых технологий и создавать инновационные приложения, которые можно массово настраивать и быстро выводить на рынок.
Промышленные металлические приложения 3D -печать
Данные предоставлены 8
воздушный фильтр / 690 В. геометрия
- Экономичное серийное производство
- Снижение веса
- Укрепление сборки
- Простота использования
Материал:
л.с. Металлический Jet Jet SS 316L
Данные. Предоставлено
Компонент цифрового двигателя
Компания:
Lumenium
77777777.sale Net. для сложных применений
Материал:
HP Metal Jet SS 17-4PH
Жидкостный коллектор
Преимущества:
- Гибкость конструкции, обеспечивающая оптимизацию теплопереноса и консолидацию сборки
- Свобода проектирования позволяет реализовать элементы, которые невозможно изготовить с использованием традиционных технологий
Материал: 03025 HP Metal Jet 90 3
Фильтрующий диск
Преимущества:
- Контроль пористости для крупносерийного производства изделий сложной геометрии
- Пористая геометрия в ближней сети Пористая геометрия обеспечивает более высокую скорость к упрощению рынка и цепочки поставок
Материал:
HP металлическая реактивная реакция 316L
.
 -35 Паттер
-35 Паттер
Компания:
Cobra Golf
Преимущества:
- Свобода дизайна — оптимальное распределение веса
- Оптимизированная производительность благодаря корпусу, напечатанному на 3D-принтере, и дизайну решетки
- Экономия затрат — устраняет необходимость в подставках для 3D-печати и увеличивает производительность
Материал:
HP Metal Jet SS 316L
Постобработка:
Полировка, механическая обработка, PVD
Посмотреть видео
Кольца и подвески
Компания:
Legor
Преимущества:
- Скорость выхода на рынок от проектирования до производства, экономия дополнительного времени и затрат на оснастку
- Новая свобода для исследования дизайнерских пространств и создания сложных дизайнов различных размеров, форм и толщин
Материал:
HP Metal Jet SS 316L
Постобработка:
Полировка
Корпус часов
7
7
7
7
- Качество детали – поверхность. Детали формы, близкой к чистой, которые могут достигать класса A1 после постобработки
- Экономия затрат — меньше операций по механической обработке и сборке для изготовления корпусов часов сложной геометрии
 Детали формы, близкой к чистой, которые могут достигать класса A1 после постобработки
Детали формы, близкой к чистой, которые могут достигать класса A1 после постобработки Материал:
л.с. Металлическая реактивная реактивная реакция 316L
Приложения для автомобильной металлической 3D -печати
.
- Скорость выхода на рынок от проектирования до производства, экономия дополнительного времени и затрат на оснастку
- Снижение веса
- Свобода проектирования для новых функций и возможностей, ранее экономически невыгодных для массового производства
Материал:
л.с. Металлическая струя SS 316L
Пост-обработка:
Shot Peenging
Данные Comentesy 12
Персонализированные KeyFobs
. рынок от проектирования до производства, экономя дополнительное время и затраты на оснастку
Материал:
HP Metal Jet SS 316L
Постобработка:
Полировка
Золотник клапана
Преимущества:
- Сложная форма и размер — детали без поддерживающих конструкций, что позволяет экономить более крупные и сложные геометрии
8 – меньше отходов материала и меньше операций обработки при изготовлении деталей для крупносерийного производства
Материал:
HP Metal Jet SS 17-4PH
Постобработка:
Полировка
Производственная служба Metal Jet
14
Оцените качество HP Metal Jet. Чтобы заказать металлические 3D-детали, загрузите файл своего дизайна, 15 , получите проверку совместимости дизайна от HP и получите свой заказ от партнеров-производителей. 14
Чтобы заказать металлические 3D-детали, загрузите файл своего дизайна, 15 , получите проверку совместимости дизайна от HP и получите свой заказ от партнеров-производителей. 14
Заказ металлических 3D-деталей
Услуги 3D-печати металлическими производственными партнерами
Сотрудничайте с лидерами производства металлических деталей, чтобы помочь вам масштабировать ваше аддитивное производство металлов
ГКН Порошковая металлургия
Ведущий мировой производитель материалов и изделий с использованием технологий порошковой металлургии.
Parmatech
Мировой лидер в области литья металлов под давлением, специализирующийся на производстве недорогих металлических деталей в больших объемах для медицинского и промышленного секторов.
Есть вопросы?
Обратитесь к эксперту по 3D-печати металлом!
Отказ от ответственности
Для обеспечения 4-кратного резервирования сопел, сопла выровнены таким образом, что четыре сопла печатают один и тот же ряд точек размером 1/1200 дюйма в порошковом слое.
Это означает, что до четырех различных сопел могут печатать связующим агентом HP Metal Jet в одной и той же точке сетки 1200 dpi, помогая устранить дефекты. Дополнительную информацию см. на https://www.hp.com/metaljet-whitepaper.Удаление порошка включает в себя сочетание автоматизированных и ручных процессов, при которых могут быть потеряны следовые количества рассыпчатого порошка.
Данные предоставлены Lumenium.
Данные предоставлены Schneider Electric.
Данные предоставлены GKN Powder Metallurgy.
Данные предоставлены Volkswagen.
Данные предоставлены Parmatech.
Данные предоставлены Schneider Electric.
Данные предоставлены Lumenium.
Данные предоставлены Cobra Golf.
Данные предоставлены Легором.
Данные предоставлены Volkswagen.
Предложение по подписке доступно только в США и некоторых странах Европы.
Пожалуйста, свяжитесь с нами для получения дополнительной информации.HP не оказывает производственных услуг. Клиенты работают напрямую и оплачивают производственные услуги, предоставляемые надежным сторонним партнером-производителем, ответственным за выполнение заказа. HP обеспечивает проверку совместимости дизайна для печати HP Metal Jet. Услуга Metal Jet Production доступна в США и Западной Европе.
В настоящее время мы принимаем файлы OBJ, STL, 3MF, X_T (Parasolid), STEP и IGES.
 Это означает, что до четырех различных сопел могут печатать связующим агентом HP Metal Jet в одной и той же точке сетки 1200 dpi, помогая устранить дефекты. Дополнительную информацию см. на https://www.hp.com/metaljet-whitepaper.
Это означает, что до четырех различных сопел могут печатать связующим агентом HP Metal Jet в одной и той же точке сетки 1200 dpi, помогая устранить дефекты. Дополнительную информацию см. на https://www.hp.com/metaljet-whitepaper. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Пожалуйста, свяжитесь с нами для получения дополнительной информации.Подвесной светильник
Данные предоставлены 11
HP Metal Jet SS 316L — экстремальная стойкость к коррозии и высоким температурам
Астенит используется в применениях с высокой коррозионной стойкостью удлинение, пластичность и прочность при повышенных температурах. Благодаря высокому содержанию сплава и низкому содержанию углерода он отлично подходит для автомобильной, аэрокосмической, медицинской, ювелирной и нефтяной/химической промышленности.
Цифровой компонент двигателя
Данные предоставлены 3
HP Metal Jet SS 17-4PH — высокая прочность и износостойкость свойства с хорошей коррозионной стойкостью и износостойкостью. Свойства могут быть изменены с помощью термической обработки, что делает этот универсальный материал ценным для широкого применения в медицинской, аэрокосмической, морской, пищевой и автомобильной промышленности.
Услуги HP Metal Jet по адаптации
Запустите и масштабируйте свое решение для 3D-печати HP Metal Jet S100 с помощью услуг по установке и обучению, предназначенных для быстрого и эффективного запуска вашей команды, оборудования и площадки.
Услуги по техническому обслуживанию HP Metal Jet
Максимизируйте общую эффективность вашего оборудования (OEE) с помощью упреждающих, превентивных и оперативных услуг по техническому обслуживанию HP Metal Jet, адаптированных к вашим эксплуатационным потребностям.
Профессиональные услуги HP Metal Jet
Оптимизируйте и ускорьте проектирование ваших приложений, а также разработку процессов и новых материалов с помощью профессиональных услуг HP Metal Jet, которые помогут вам достичь желаемого качества деталей и производственных результатов.