Содержание
Производство проволоки методом волочения. Описание процесса
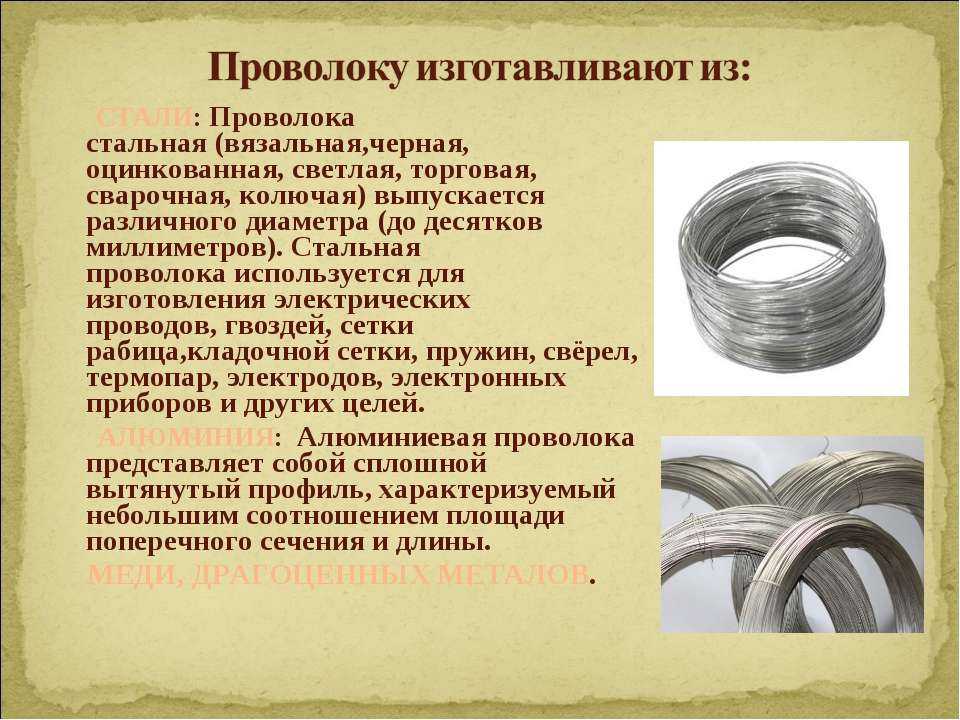
Процесс волочения проволоки из катанки – это один из самых экономичных способов производства. Изготовление проволоки нужного диаметра по такой технологии происходит при постепенном, однократном или многократном, протягивании металлической заготовки через одно или несколько специальных устройств, называемых волоками, и последующей передачей готовой продукции на волочильный барабан. С целью изготовления металлических изделий высокого качества с требуемым размером поперечного сечения и отсутствием дефектов поверхности, катанку на предварительном этапе тщательно подготавливают к операции волочения проволоки. В процессе подготовки ее подвергают травлению в водном растворе серной кислоты для того, чтобы полностью снять окалину с ее поверхности. Удаление слоев окалины с поверхности заготовки позволяет при протяжке катанки значительно снизить величину силы трения и нагревание примыкающих участков в каналах волок, а также свести к минимальным значения внутренних механических напряжений в структуре металла готового изделия.
Процесс травления катанки осуществляют в 2,5% растворе серной кислоты. Этим обеспечивается высокая скорость травления и практически полное исключение нежелательных процессов разъедания поверхности и возникновения водородной хрупкости металла. В емкость для травления заготовки добавляют специальный пенообразователь, предотвращающий испарение серной кислоты в окружающее пространство. По завершению травления заготовку промывают в емкостях сначала с горячей, а затем с холодной водой для полного удаления с ее поверхности остатков окалины, грязи, кислоты и сернокислых солей. После промывки на поверхность металла наносят слой смазки, который обеспечивает снижение трения в волоке, улучшение температурных условий при волочении проволоки и полностью предохраняет металл от появления ржавчины в течение длительного срока хранения. Заключительной операцией при подготовке проволоки к волочению является полная сушка металла катанки в емкости с применением циркулирующего нагретого воздуха.
Основным рабочим инструментом при волочении проволоки из заготовки является волока, которая представляет собой изготовленное из твердосплавного материала механическое устройство с входным конусообразным отверстием для катанки определенного диаметра. Механический процесс волочения проволоки может быть однократным или многократным. При однократном – катанку протягивают только через одну волоку и сразу сматывают на волочильный барабан. При многократном волочении готовую проволоку получают последовательной протяжкой заготовки сразу через несколько волок. Процесс многократного волочения имеет большое преимущество по сравнению с однократным процессом, т. к. здесь все операции выполняются при полном соблюдении требуемых по техпроцессу условий и обеспечивается высокая производительность производства.
Механический процесс волочения проволоки может быть однократным или многократным. При однократном – катанку протягивают только через одну волоку и сразу сматывают на волочильный барабан. При многократном волочении готовую проволоку получают последовательной протяжкой заготовки сразу через несколько волок. Процесс многократного волочения имеет большое преимущество по сравнению с однократным процессом, т. к. здесь все операции выполняются при полном соблюдении требуемых по техпроцессу условий и обеспечивается высокая производительность производства.
Вязальная проволока находит самое широкое применение во всех отраслях народного хозяйства и в быту. Ее используют для изготовления гвоздильной продукции, сеток, увязки, армирования и во многих других случаях.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является
публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
© Компания Машкрепёж — основной поставщик крепежа в России, 1998-2019
Оборудование для производства и подготовки проволоки к волочению
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОДГОТОВКИ ПРОВОЛОКИ
ЛИНИЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЛЯ СУХОГО ВОЛОЧЕНИЯ
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ПРОВОЛОКИ В БУНТАХ
ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ОЧИСТКИ ПРОВОЛОКИ
ОБОРУДОВАНИЕ ДЛЯ ОСТРЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКОГО УДАЛЕНИЯ ОКАЛИНЫ
ЛИНИЯ ПАТЕНТИРОВАНИЯ ПРОВОЛОКИ
ОБОРУДОВАНИЕ ДЛЯ ШЕВИНГОВАНИЯ ПРОВОЛОКИ
ПОДГОТОВКА ПРОВОЛОКИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
Технологический процесс подготовки калиброванной проволоки включает ряд классических операций, которые повторяются от одного до трёх раз в зависимости от заказанного диаметра проволоки:
- Очистка проволоки
- Снятие окалины
- Волочение проволоки на заданный диаметр
- Шевингование проволоки
- Острение проволоки
- Отжиг проволоки
- Травление проволоки
- Гальваническая ообработка проволоки (цинкование проволоки, омеднение проволоки, нанесение защитного расплава)
- Готовая продукция
- Намотка проволоки в розетту, упаковка проволоки
- Выпрямление и резка проволоки
Для обеспечения специальных свойств проволоки, в технологический процесс изготовления проволоки дополнительно вводятся операции, такие как, например, нанесение различных покрытий или термическая обработка. Термическая обработка проволоки производится в печах с малоокислительным нагревом. Для снятия окалины используются растворы серной и соляной кислот. В качестве подсмазочного слоя для волочении применяется бура, фосфатные соли, известь, медь.
Термическая обработка проволоки производится в печах с малоокислительным нагревом. Для снятия окалины используются растворы серной и соляной кислот. В качестве подсмазочного слоя для волочении применяется бура, фосфатные соли, известь, медь.
Волочение проволоки производится на станах с интенсивным охлаждением волок и барабанов, что обеспечивает высокие прочностные и пластические свойства металла. Использование современных смазочных материалов обеспечивает специфические свойства проволоки в соответствии с требованиями заказчиков: высокую коррозионную стойкость, низкое количество смазки на поверхности, высокую адгезию к различным материалам и так далее. Для повышения качества изготовляемой проволоки волочильное оборудование систематически обновляется и оснащается дополнительными приспособлениями для снятия внутренних напряжений.
Нанесение цинкового покрытия методом погружения проволоки в расплав позволяет получать различную толщину покрытия. Использование специальных обтирочных материалов и эмульсий делает цинковое покрытие гладким, блестящим, защищенным от коррозии в течение длительного срока.
В зависимости от назначения и технологии изготовления потребителю проволока поставляется с различным вариантами намотки: в мотках массой от 5 до 180 кг, бухтах массой от 200 до 1000 кг, в мотках типа «розетта», в катушках типа BS 60, сварных проволочных каркасах.
Технологическая схема последовательности процессов для изготовления проволоки разного типа
Технологический процесс изготовления проволоки, порядок классических операций зависит от типа изготавливаемой продукции и ее практического применения:
Производство проволоки из низкоуглеродистой стали марки AISI 1008, 1018-1022 для изготовления винтов, шурупов и саморезов
Производство проволоки из стали AISI 1010, 1020 для изготовления винтовой продукции, болтов, гаек общего назначения
Производство проволоки из нержавеющей стали марки 304, 316
Производство оцинкованной проволоки
Производство проволоки для изготовления стальной сетки
Производство проволоки из высокоуглеродистой стали
Производство проволоки из высокоуглеродистой стали для изготовления гвоздей
Производство проволоки из низкоуглеродистой стали для изготовления гвоздей
Производство отожженной проволоки Ø0.
 8 мм – Ø1.2 мм
8 мм – Ø1.2 мм
Производство проволоки общего назначения с гальваническим покрытием
Производство проволоки из углеродистой стали для изготовления скоб для степлера
Видео-презентация производства калиброванной проволоки и метизного производства под ключ
СИСТЕМА ОБЕСПЕЧЕНИЯ КАЧЕСТВА
Обязательной частью технологического процесса изготовления продукции является технический контроль.
Основные функции технического контроля:
- Входной контроль сырья и материалов.
- Контроль технологического процесса изготовления продукции.
- Контроль качества готовой продукции.
При входном контроле сырья и материалов проверяется наличие сертификата качества на поступивший материал и соответствие фактических свойств продукции калиброванной проволоки требованиям договора на поставку.
Контроль технологического процесса изготовления проволоки распространяется на все операции, начиная от запуска катанки в производство. Контроль технологического процесса проводится по разработанной схеме и конкретно оговаривает место, параметры, периодичность, измерительные приборы и ответственное лицо.
Контроль технологического процесса проводится по разработанной схеме и конкретно оговаривает место, параметры, периодичность, измерительные приборы и ответственное лицо.
Контроль качества готовой продукции калиброванной проволоки обеспечивает соответствие продукции требованиям заказчика. Количество проверяемых образцов зависит от стабильности технологического процесса, процента выхода годного и указывается в технологических инструкциях. По результатам испытаний продукции калиброванной проволоки оформляется документ о качестве, сертификат. По желанию заказчика вместе с сертификатом могут выдаваться копии протоколов испытаний.
Процесс производства кабелей и проводов
В этом посте мы поговорим об общих и важных этапах производства кабелей. Прежде всего, давайте проясним два существительных: провод и кабель .
Как правило, мы называем один провод проводом , а кабель состоит из двух или более изолированных проводов , обернутых в одну оболочку. В частности, всегда есть несколько проводников, скрученных вместе (мы объясним, почему в следующем содержании) в одном изоляционном слое, и мы классифицируем его как один проводник, то есть провод.
В частности, всегда есть несколько проводников, скрученных вместе (мы объясним, почему в следующем содержании) в одном изоляционном слое, и мы классифицируем его как один проводник, то есть провод.
Теперь давайте вместе изучим производственные процессы.
Этап 1: Чертеж провода
На первом этапе нашей целью является приобретение металлических (обычно медных или алюминиевых ) проводов, соответствующих стандарту AWG (American Wire Gauge). Метод заключается в протягивании медного или алюминиевого стержня через ряд синтетических алмазных матриц, которые постепенно уменьшаются в размерах на волочильном стенде. А это обработка системой смазки и охлаждения, которая увеличила срок службы волок и предотвратила перегрев проволоки.
Шаг 2: Отжиг
В процессе волочения мы оказываем огромное давление на металлический стержень, чтобы сделать проволоку тоньше. Таким образом, проволока, которую мы получаем, чрезвычайно хрупкая и может легко сломаться при сгибании. Готовая проволока должна быть гибкой, поэтому на этом этапе мы смягчим или отожжем проволоку.
Готовая проволока должна быть гибкой, поэтому на этом этапе мы смягчим или отожжем проволоку.
Отжиг осуществляется путем нагревания проволоки до температуры рекристаллизации в течение определенного периода времени. Здесь важно не допустить окисления проволоки.
Шаг 3: Скручивание и скручивание
Как упоминалось выше, несколько проводов часто перекручиваются. Это связано с тем, что при одинаковой площади поперечного сечения многожильный провод имеет лучшую гибкость и электрические характеристики , чем одиночный провод.
На этом этапе два или более провода одного сечения скручиваются или скручиваются вместе с использованием запатентованной формулы для определения длины скручивания.
Этап 4: Экструзия
Проволока, теперь мягкая и гибкая, проходит через экструдер, где наносится покрытие из пластика или другого изоляционного материала.
Материалы засыпаются в заднюю часть экструдера и продвигаются вперед при нагревании до состояния расплава. На выходе из экструдера проволока с покрытием проходит через другую систему охлаждения и наматывается на катушки.
На выходе из экструдера проволока с покрытием проходит через другую систему охлаждения и наматывается на катушки.
Шаг 5: Кабельная разводка
Основной компонент кабеля готов. Далее нам нужно собрать кабель по разным утилитам. Этот процесс выполняется на кабельной станции.
Для электрических и электронных кабелей, используемых в повседневном использовании, нам просто нужно обернуть одну или несколько жил провода вместе с защитным слоем, если это необходимо, в защитную оболочку. Чтобы получить лучшую степень формовки, мы часто используем наполнитель, чтобы придать готовому кабелю круглую форму.
Источник: www.grandease.com
Для силовых кабелей и других кабелей, которые необходимо проложить под землей , существуют дополнительные меры защиты:
- подкладка/внутренняя оболочка : обычно пластиковый слой для удержания внутренних проводов вместе и подготовьте «ложу» для стальной брони.
- стальная броня : стальной слой, используемый для выдерживания давления и предотвращения появления вредителей под землей.

- наружная оболочка : обычно слой, сделанный из того же материала, что и внутренняя оболочка, наносимый поверх брони для общей механической, погодной, химической и электрической защиты.
На этом мы заканчиваем то, что у нас есть на сегодня. Если вы хотите узнать больше о производстве кабелей, свяжитесь с нами или оставьте комментарий. Мы будем рады услышать от вас.
Примечание : Мы не владеем изображениями, использованными в этом посте. Не стесняйтесь обращаться к нам, если они принадлежат вам, и мы уберем их как можно быстрее.
Процесс производства медной проволоки | Отжиг
Процесс производства медной проволоки | Отжиг | Процесс горячего погружения
Процесс производства медной проволоки
Плетеные гибкие медные соединители с луженым покрытием в настоящее время все чаще предпочтительнее простой медной проволоки для применения
в электротехнической и обрабатывающей промышленности. Соединитель — это электромагнитное устройство, которое используется для соединения нескольких цепей.
Соединитель — это электромагнитное устройство, которое используется для соединения нескольких цепей.
и интерфейсы, в которых используются узлы механического уровня для обеспечения высокой производительности. Из-за нескольких природных факторов, таких как термические
расширения и магнитных полей, бывает несколько случаев, когда желательно, чтобы разъем был гибким, чтобы он мог выдерживать
изменение.
» Процесс волочения:
Мы берем медный стержень из непрерывнолитой меди марки EC диаметром 8 мм для волочения нашей проволоки в проволоки различного сечения.
В этом процессе волочения медных проводов мы используем алмазные матрицы самого высокого качества, чтобы получить наилучшие результаты.
Шток и матрицы помещаются в охлаждающую жидкость и защищены промышленной смазкой. Это помогает нам поддерживать
температуры и осуществлять процесс рисования контролируемым образом. Здесь мы следим за тем, чтобы медные катушки попали
Здесь мы следим за тем, чтобы медные катушки попали
наилучшее лечение, чтобы достичь максимальной полезности в промышленных применениях. Таким образом, мы получаем лучшее от
процесс волочения меди.
» Процесс отжига :
После того, как операция волочения закончена, витки волоченной проволоки помещаются в электрическую печь в ванне для удаления
внутренние напряжения и повысить его ударную вязкость. Этот процесс называется отжигом. В этом курсе мы проходим
электрический ток по проводу в течение секунды при температуре 1000oFv. Это очень точное и
управляемая операция. Отжиг проводится с использованием воды, и в процессе следят за тем, чтобы не происходило окисление.
в противном случае он может перегреться и сжечь катушку. Таким образом, мы достигаем наилучших результатов с медью.
отжиг проволоки.
» Процесс скрутки/скрутки:
После отжига проволока наматывается на катушки и подается для скрутки/скрутки на крутильных машинах.
чтобы переработать их в различные диапазоны размеров скрученных проводов. Затем они проходят через процесс распыления в
получить более гладкую поверхность. Здесь мы скручиваем два разных провода в соответствии с запатентованной формулой и длиной витка.
может варьироваться от двух до семи дюймов. Наш процесс группирования следует лучшим эргономическим методам и
новейшие инструменты для достижения оптимального качества в срок.
» Процесс лужения :
В процессе горячего погружения олово протравливается, и проволока проходит через протравленное олово, образуя на нем покрытие, и наматывается на катушки.
Процесс горячего погружения
В процессе горячего погружения олово протравливается, и проволока проходит через протравленное олово, образуя на нем покрытие, и наматывается на катушки.
Процесс гальванопокрытия
Существует отдельная установка для гальванопокрытия, нанесение покрытия осуществляется путем погружения проволоки в химическую ванну и
пропускание в нем электрического тока для получения необходимого покрытия.
» Плетение :
Следующим заданием является завершение плетения. В этой попытке луженая медная проволока вставляется в
плетельная машина для получения различных размеров плетеных проводов в соответствии со спецификациями. В процессе он принимает новый
внешний вид, образующий различные узоры (скрученный/круглый/плоский) при плетении в один или несколько слоев нити.
Здесь мы применяем высококачественные методы плетения и практики, чтобы получить наилучшие результаты. Построен из меди с
высокий коэффициент проводимости и долговечность, его можно использовать в качестве гибкого проводника в электроприборах и
аккумуляторные батареи.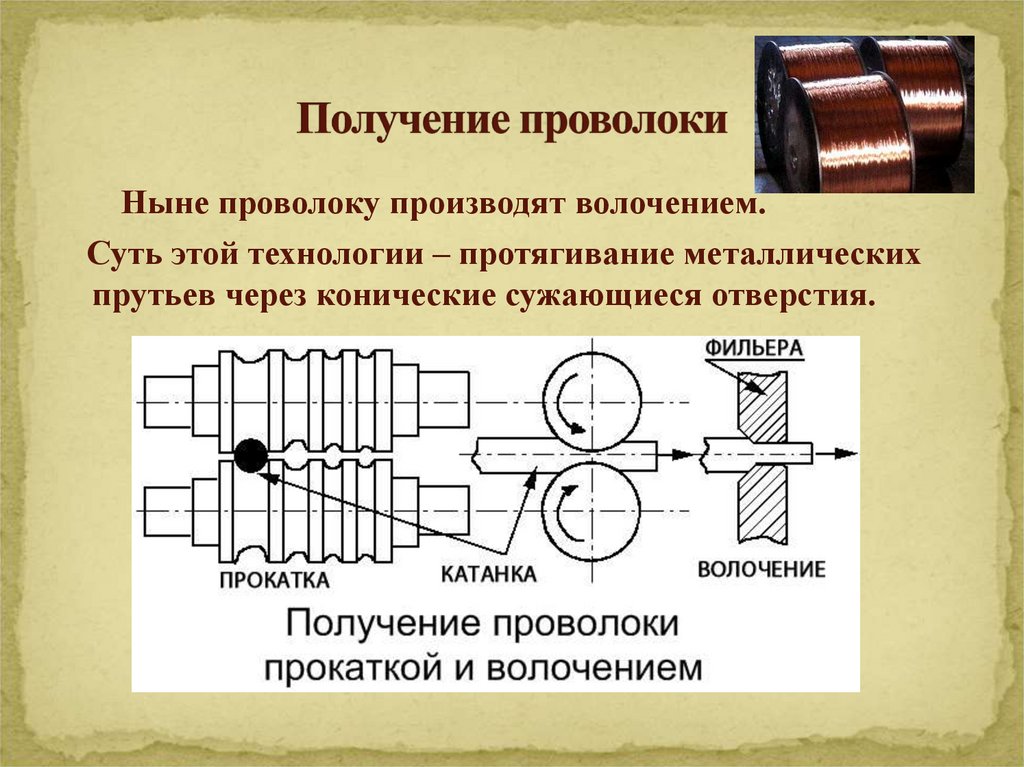
» Процесс для проволоки из мишуры
Медная проволока тонкого сечения, должным образом намотанная на катушки, помещается на плющильную машину для правки. После этого процесса
проволока надевается на притирочный станок для получения притирки капроновой нити. После завершения этого процесса провод
наденьте плетенку / крутильную машину для плетения проволоки до необходимого размера, а затем проволоку обрабатывают для
химическое покрытие на необходимой машине.
» Процесс изготовления стеклянной проволоки :
Скрутка луженой медной проволоки выполняется на вязальной машине, а затем проволока помещается на притирочную машину для притирки
ПП. По окончании этого процесса проволоку укладывают на плетельную машину для плетения стекловолоконного покрытия и укладывают курицу.
на станке для лакирования проволоки.