Содержание
Производство отводов — проектирование и изготовление стальных крутоизогнутых и гнутых отводов.
Штампованные
Гнутые
Сварные
Штампованные
Производство стальных крутоизогнутых отводов ГОСТ 17375-01, ГОСТ 30753-01, ГОСТ 34.10.699-97, СТО ЦКТИ 321.03-2009, СТО ЦКТИ 321.04-2009, СТО ЦКТИ 321.06-2009. Отводы крутоизогнутые бесшовные приварные из углеродистой и низколегированной стали радиусом изгиба R=1,5DN и R=1DN с углом изгиба 45°, 60°, 90°, 180° предназначены для соединений труб при строительстве трубопроводов различного назначения, включая подконтрольные органам Ростехнадзора России с условным давлением PN (Ру) до 16 МПа и температуре от минус 70°С до +450°С. По желанию заказчика отводы могут быть нестандартные, или выполнены по чертежам, а также быть в изоляции (ВУС, ППУ и др. ), или оцинкованными. Изготовление из любых марок сталей, а также по зарубежным стандартам ANSI, ASME, DIN. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства.
), или оцинкованными. Изготовление из любых марок сталей, а также по зарубежным стандартам ANSI, ASME, DIN. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства.
Сделать заказ
| Тип | Условное давление, Ру МПа | Наружный диаметр, Ду мм | Температура, t °C | Материал, сталь |
|---|---|---|---|---|
| ГОСТ 17375-01 | 16 | 15-400 | от -70 до +450 | 20, 09Г2С и тд. |
| ГОСТ 30753-01 | 16 | 15-400 | от -70 до +450 | 20, 09Г2С и тд. |
| ОСТ 34.10.699-97 | 2,5 | 15-400 | от -70 до +450 | 20, 09Г2С и тд. |
| Отводы ASME/ANSI b16.9 | Class 150~2500 | 1/2”~72” | — | ASTM |
| Отводы DIN 11852 | — | 5-250 мм | до 150 | AISI 304/316/321 |
Отводы крутоизогнутые СТО ЦКТИ 321. 03-2009 03-2009 | 4 | 8-400 | от -70 до +425 | 20, 09Г2С |
| Отводы крутоизогнутые СТО ЦКТИ 321.04-2009 | 4 | 100-600 | от -70 до +425 | 20, 09Г2С |
| Отводы крутоизогнутые СТО ЦКТИ 321.06-2009 | 100 | 219-465 | от -65 до + 350 | 12Х1МФ, 15Х1М1Ф |
| Отводы крутоизогнутые СТО ЦКТИ 321.07-2009 | 14 | 175 -400 | до +545 | 12Х1МФ, 15Х1М1Ф |
| Отводы крутоизогнутые СТО ЦКТИ 321.08-2009 | 4 | 175 -700 | до +545 | 12Х1МФ, 15Х1М1Ф |
| Отводы крутоизогнутые СТО ЦКТИ 321.10-2010 | 25 | 25-650 | до +565 | 10Х9МФБ |
| Отводы крутоизогнутые СТО ЦКТИ 321.12-2010 | 25 | 40-450 | до +565 | 10Х9МФБ |
Даю согласие на обработку персональных данных
Гнутые
Производство стальных гнутых отводов ОГ и ГО. ОСТ 36 42 81, ГОСТ 24950-81, ГОСТ 22793-83, СТО ЦКТИ 321.01., ТУ 51-515-91. По желанию заказчика отводы могут быть нестандартные, или выполнены по чертежам, а также быть в изоляции (ВУС, ППУ и др.), или оцинкованными. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства. Отводы гнутые стальные производятся в двух вариантах: горячегнутые с углами поворота от 5 градусов обычно до 90 градусов с градацией через 1 градус, и с радиусами гиба от 1,5 до 6 Ду. А также холодногнутые с диаметром от219 до 1420мм с большим (от15м) радиусом гиба, и углом загиба до 27 градусов. Выполняются они из стали марок 20, 15ГС, 14ХГС. Используются на линейных трубопроводах, технологических обвязках насосных и компрессорных станций, при монтаже трубопроводов в нефтегазовой промышленности. Изготовление из любых марок сталей, а также по зарубежным стандартам ANSI, ASME, DIN, EN.
ОСТ 36 42 81, ГОСТ 24950-81, ГОСТ 22793-83, СТО ЦКТИ 321.01., ТУ 51-515-91. По желанию заказчика отводы могут быть нестандартные, или выполнены по чертежам, а также быть в изоляции (ВУС, ППУ и др.), или оцинкованными. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства. Отводы гнутые стальные производятся в двух вариантах: горячегнутые с углами поворота от 5 градусов обычно до 90 градусов с градацией через 1 градус, и с радиусами гиба от 1,5 до 6 Ду. А также холодногнутые с диаметром от219 до 1420мм с большим (от15м) радиусом гиба, и углом загиба до 27 градусов. Выполняются они из стали марок 20, 15ГС, 14ХГС. Используются на линейных трубопроводах, технологических обвязках насосных и компрессорных станций, при монтаже трубопроводов в нефтегазовой промышленности. Изготовление из любых марок сталей, а также по зарубежным стандартам ANSI, ASME, DIN, EN.
Сделать заказ
| Тип | Условное давление, Ру МПа | Наружный диаметр, Ду мм | Температура, t °C | Материал, сталь |
|---|---|---|---|---|
| Отвод ГО ГОСТ 22793-83 | 100 | 6-200 | от -50 до + 510 | 20, 09Г2С, 20Х3МВФ |
| Отвод ГО ГОСТ 24950-81 | 32 | 219-1420 | от -65 до + 350 | 17Г1С |
Отвод ОГ ОСТ 34 42. 661-84 661-84 | 2,5 | 10- 80 | 20, 09Г2С | |
| Отвод ОГ ТУ 51-515-91 | 32 | 89 — 530 | от -70° до +650 | 20, 09Г2С и тд. |
| Отвод ОГ ОСТ 36-42-81 | 10 | 10-400 | от -65 до + 350 | 20, 09Г2С и тд. |
| Отвод ОГ ОСТ 34-10-420-90 | 2,5 | 10-300 | ≤ 300 °С | 08Х18Н10Т, 12Х18Н10Т |
| Отводы гнутые СТО ЦКТИ 321.02-2009 | 24 | 10-600 | 450 | 20.15ГС и тд. |
| Отводы гнутые СТО ЦКТИ 321.11-2009 | 25 | 15-450 | 565 | 10Х9МФБ |
| Отводы гнутые СТО ЦКТИ 321.09-2009 | 25 | 10-600 | 565 | 10Х9МФБ |
| Отводы гнутые СТО ЦКТИ 321.05-2009 | 25 | 10-300 | 545 | 12Х1МФ, 15Х1М1Ф |
| Отводы гнутые СТО 79814898 113-2009 | 2,5 | 6-300 | 08Х18Н10Т, 12Х18Н10Т | |
Отводы гнутые ASME / ANSI B16. 9 9 | DN15-DN 600 | ASTM | ||
| Отводы гнутые ASME / ANSI B16.25 | DN15-DN 600 | ASTM |
Даю согласие на обработку персональных данных
Сварные
Производство сварных секторных отводов ОСТ 34 10.752-97, ОСТ 36-21-77. Отводы сварные секторные используются в качестве элементов трубопроводной системы и служат для изменения направления трубопровода. Стальные сварные отводы применяются в энергетической, металлургической, химической, пищевой, а также нефтеперерабатывающей и газоперерабатывающей промышленности. Стальные сварные отводы соединяют трубы, по которым транспортируются жидкие или газообразные вещества (холодная или горячая вода, пар и т.д). По желанию заказчика отводы могут быть нестандартные, или выполнены по чертежам, из нержавеющих сталей (08Х18Н10Т, 12Х18Н10Т, AISI), а также быть в изоляции (ВУС, ППУ и др. ), или оцинкованными. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства.
), или оцинкованными. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства.
Сделать заказ
| Тип | Условное давление, Ру МПа | Наружный диаметр, Ду мм | Температура, t °C | Материал, сталь |
|---|---|---|---|---|
| Отвод ОСТ 36-21-77 | 2,5 | 500-1400 | ≤ 425 | 20, 09Г2С, 17Г1С, 12Х18Н10Т, AISI |
| Отвод ОСТ 34 10.752-97 | 2,5 | 100-1600 | ≤ 425 | 20, 09Г2С, 17Г1С, 12Х18Н10Т, AISI |
| Отводы ОСС ASME/ANSI b31.1 | 150-1900 мм | ASTM, AISI | ||
| Отводы ОСС ASME/ANSI b31.3 | 150-1900 мм | ASTM, AISI | ||
Отводы ТС 583 серия 5. 903-13 903-13 | 2,5 | 108-1420 | ≤ 425 °С | 20, 09Г2С, 17Г1С, 12Х18Н10Т, AISI |
Даю согласие на обработку персональных данных
Изготовление крутоизогнутых отводов
- Главная
- Способы изготовления крутоизогнутых отводов
Крутоизогнутые отводы: способы изготовления и классификация
Отводы — одна из важнейших составных частей трубопровода. Благодаря отводам могут быть соединены отдельные участки системы. Отводы дают возможность изменять направление трубопровода.
Наиболее распространены металлические, в том числе стальные, отводы, которые бывают нескольких видов:
- крутоизогнутые
- гнутые
- сварные секционные
Крутоизогнутые отводы немного весят и имеют небольшие габаритные размеры благодаря малому радиусу кривизны (1-1,5 от условного диаметра).
Крутоизогнутые отводы изготавливают с условным диаметром от 40 до 600 мм с углом в 90, 60 и 45 градусов из углеродистой стали 20 и с условным диаметром от 50 до 300 мм из легированной стали Х5М, Х18Н10Т, Х5ВД, 12ХМФ и других на условное давление до 100 кгс/см2. По методике изготовления такие отводы можно разделить на
- штампосварные
- протяжные бесшовные
- штампованные бесшовные
- точечные из поковок либо объемных штамповок.
Крутоизогнутые отводы могут быть изготовлены несколькими способами:
- горячая протяжка и штамповка из труб
- штамповка из листа с последующей сваркой продольного шва.
Сейчас методом горячей протяжки изготавливают отводы с условным диаметром от 50 до 500 мм.
Каковы преимущества способа горячей протяжки?
- отводы с одинаковой толщиной стенки по сечению вне зависимости от радиуса изгиба отвода
- отводы с малым радиусом изгиба и небольшой толщиной стенки
- высокая производительность отводов
- качество
- низкая себестоимость изготовления
- большой выбор типоразмеров изготовляемых отводов
Штамповка отводов из листовой стали производится из двух половин на фрикционных прессах. Каждая из половин отвода штампуется в одноручьевом штампе. Затем их торцуют по линии разъема, собирают и автоматически сваривают два шва отвода на манипуляторе, после чего окончательно обрабатывают торцы на полуавтоматах.
Каждая из половин отвода штампуется в одноручьевом штампе. Затем их торцуют по линии разъема, собирают и автоматически сваривают два шва отвода на манипуляторе, после чего окончательно обрабатывают торцы на полуавтоматах.
В последнее время часто применяется штамповка отводов из листовой стали с одним швом.
Эта технология производства отводов имеет высокую трудоемкость, но позволяет заменить более дефицитные трубы листовым прокатом.
С точки зрения экономии эффективно изготавливать штампосварные отводы из высоколегированных сталей, так как из-за ограниченности сортамента подобных труб не всегда можно подобрать нужный диаметр трубы-заготовки для изготовления отводов горячей штамповкой или протяжкой.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.
Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.
Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
Звоните
8-800-775-12-74
Мы ответим на ваш звонок с понедельника
по пятницу в рабочие часы:
9:00 — 18:00 — по Челябинску
07:00 — 16:00 — по Москве
Отправляйте заявку
Пишите нам в любое время.
Специалист свяжется с вами в рабочие часы в течение 20 минут после получения заявки.
Если вы
отправили заявку в нерабочее время, то наш специалист свяжется с вами на следующий день.
Запросите цены, условия и сроки поставки
Я принимаю условия пользовательского соглашения
Прикрепите заявку и свои реквизиты — и мы сразу сможем выставить Вам счет.
Получать новости о скидках и акциях
Прикрепите заявку
Прикрепите реквизиты
Отправить заявку
Гибка листового металла
Гибка листового металла является распространенным и жизненно важным процессом в обрабатывающей промышленности.
Гибка листового металла — пластическая деформация работы над осью,
создание изменения в
геометрия детали. Подобно другим процессам обработки металлов давлением, гибка меняет форму.
заготовки, а объем материала останется прежним. В некоторых случаях
изгиб может привести к небольшому изменению толщины листа. Для большинства операций,
тем не менее, изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, для изменения момента детали.
инерции, для косметического вида и устранения острых краев.
| Рисунок:264 |
Изгиб металла приводит к растяжению и сжатию материала. механический
принципы металлов, особенно в отношении упругой и пластической деформации,
важны для понимания гибки листового металла и обсуждаются в основах
участок формовки металла. Эффект, который свойства материала будут иметь в ответ на
Эффект, который свойства материала будут иметь в ответ на
условия производства будут иметь значение при проектировании процесса обработки листового металла.
Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть
нагревается до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включают в себя настройку типа штампа с пуансоном, хотя и не всегда.
Существует множество различных геометрий штампов, настроек и приспособлений. Инструмент может быть
зависит от процесса гибки и желаемого угла изгиба. Материалы для гибки штампов
обычно изготавливаются из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Ассортимент материалов для пуансонов варьируется от твердой древесины до карбидов. Сила для
действие пуансона и штампа обычно обеспечивается прессом. Заготовка может
подвергаются нескольким процессам гибки металла. Иногда требуется ряд различных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивного изгиба
Или много прогрессивного изгиба
операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке
обсуждаются в этом разделе. Однако многие из рассматриваемых процессов также могут быть
применяется и для листового металла. Ссылки на детали из листового металла часто могут
включить пластину. Некоторые операции гибки специально предназначены для гибки
металлических деталей различной формы, например, для ручек шкафов. Гибка труб и стержней
также широко применяется в современном производстве.
Гибочные процессы
Процессы гибки различаются методами пластической деформации
лист или плита. Материал обрабатываемой детали, размер и толщина являются важными факторами
при выборе способа гибки металла. Также немаловажным является размер
изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в
рабочий кусок. При проектировании обработки листового металла следует выбирать наиболее эффективный тип
процесс гибки в зависимости от характера желаемого изгиба и рабочего материала.
Многие изгибы могут быть эффективно сформированы с помощью множества различных процессов и
доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов производства листового металла является V-образная гибка.
V-образный пуансон вдавливает работу в V-образную матрицу и, следовательно,
изгибает его. Этот тип процесса может сгибать как очень острые, так и очень тупые углы,
также все, что между ними, включая 90 градусов.
| Рисунок:265 |
Гибка кромок — еще один очень распространенный процесс обработки листового металла, который выполняется с
вытирая умирают. Изгиб кромки дает хорошее механическое преимущество при формировании
сгибать. Однако углы больше 90 градусов потребует более сложного
оборудование, способное передавать некоторую горизонтальную силу. Кроме того, вытирая штамп
используемые для гибки кромок, должны иметь прижимную подушку. Действие
Действие
прижимной подушкой можно управлять отдельно от пуансона. В основном давление
подушка удерживает секцию заготовки на штампе, область изгиба
расположен на краю штампа, а остальная часть работы удерживается в пространстве, например
консольная балка. Затем пуансон прикладывает усилие к секции консольной балки,
заставляя работу сгибаться над краем штампа.
| Рисунок:266 |
Вращательная гибка формирует работу по тому же механизму, что и кромочная гибка.
Однако при ротационном изгибе используется иная конструкция, чем в зачистной матрице. А
цилиндр с вырезом под нужным углом служит пуансоном.
цилиндр может вращаться вокруг одной оси и надежно закреплен во всех остальных
степени движения за счет крепления к седлу. Лист
металл размещается консольно над краем нижнего штампа, аналогично
настройка на изгиб кромки. В отличие от кромочной гибки, при поворотной гибке
нет нажимной площадки. На пуансон передается усилие, заставляющее его сомкнуться.
На пуансон передается усилие, заставляющее его сомкнуться.
работа. Размер канавки на цилиндре позволяет создать правильную
угловой изгиб. Канавка может быть меньше или больше 90 градусов позволяет
для ряда острых и тупых изгибов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с заготовкой, передавая давление и удерживая лист
металл на месте на нижней матрице. Когда сила передается через цилиндр, он вращается,
заставляя другую поверхность согнуть работу над краем матрицы, в то время как
первая поверхность продолжает удерживать работу на месте. Вращательный изгиб обеспечивает
хорошее механическое преимущество.
Этот процесс обеспечивает преимущества по сравнению со стандартной операцией гибки кромок, в
что он устраняет необходимость в прижимной подушке и способен наклоняться
90 градусов без какого-либо горизонтально действующего оборудования. Вращательный изгиб
относительно новый и набирает популярность в обрабатывающей промышленности.
| Рисунок:267 |
Воздушная гибка — это простой метод создания изгиба без необходимости
умереть геометрия. Листовой металл поддерживается двумя поверхностями на определенном расстоянии
Листовой металл поддерживается двумя поверхностями на определенном расстоянии
отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между
две поверхности.
| Рисунок:268 |
Пуансон и матрица изготавливаются с определенной геометрией для выполнения
конкретные изгибы. При гибке каналов используется фигурный пуансон и матрица для формирования листа.
металлический канал. U-образный изгиб выполняется U-образным пуансоном правильной формы.
кривизна.
| Рисунок:269 |
Многие операции гибки были разработаны для получения смещений и
формировать листовой металл для различных функций.
| Рисунок:270 |
В некоторых операциях по гибке листового металла используется более двух штампов.
Круглые трубы, например, можно согнуть из листового металла с помощью многократного действия.
машина. Полая труба может быть сшита или сварена для соединения.
| Рисунок:271 |
Гофрирование – это тип процесса гибки, при котором симметричный изгиб
производится по ширине листового металла и через равные промежутки вдоль его
Вся длина. Для гофрирования используются самые разные формы, но все они имеют
той же цели, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается закалкой
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в конструкционных применениях и
широко используется в строительной отрасли.
| Рисунок:272 |
Процессы гибки кромок
Листовой металл разных размеров можно согнуть бесчисленным количеством способов,
в разных местах для достижения желаемой геометрии детали. Один из многих
Один из многих
Важным фактором при производстве листового металла является состояние
кромки листового металла, особенно в части после изготовления. Край
гибочные операции обычно используются в промышленной обработке листового металла и
заключаются в изгибе участка металла, который является небольшим по отношению к детали. Эти
секции расположены по краям. Изгиб кромки используется для устранения острых краев,
для обеспечения геометрических поверхностей для таких целей, как соединение, защита детали,
для увеличения жесткости и косметического вида.
Отбортовка — это процесс, при котором кромка изгибается, как правило, под углом 90 градусов.
| Рисунок:273 |
Иногда материал листового металла намеренно подвергают растяжению или сжатию, в
процессы отбортовки с растяжением и отбортовкой с термоусадкой соответственно. В дополнение к
изгибая край, эти операции также придают ему изгиб.
| Рисунок:274 |
Выступы обычно используются при обработке кромок деталей из листового металла и могут
также использоваться для формирования рабочей конструкции деталей, таких как шарниры. Бисероплетение
образует завиток по краю детали. Эта бусина может быть сформирована над
прямая или изогнутая ось. Существует множество различных техник формирования
шарик. Некоторые методы формируют шарик постепенно, в несколько этапов, используя
несколько различных компоновок штампов. Другие процессы кромкооблицовки листового металла производят
бусина с одной матрицей. В процессе, называемом проводкой, край металла сгибается над проволокой.
Способ формирования валика будет зависеть от конкретных требований
производственный процесс и деталь из листового металла.
| Рисунок:275 |
Подшивка – это процесс загиба кромки, при котором край листа
полностью зациклился на себе.
| Рисунок:276 |
Склеивание – это процесс соединения листового металла. Сшивание включает в себя сгибание
края двух деталей накладываются друг на друга. Прочность металла сопротивляется разрушению
соединение, потому что материал пластически деформируется в нужное положение. Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру сустава. Двойной шов имеет
используется для создания водонепроницаемых или воздухонепроницаемых соединений между листовым металлом
части.
| Рисунок:277 |
Роликовая гибка
Роликовая гибка представляет собой метод, полезный для относительно толстых изделий.
Хотя могут использоваться листы различных размеров и толщины, это является основным
производственный процесс для гибки металла больших кусков листа. Гибка валков использует три
Гибка валков использует три
ролики для подачи и сгибания пластины до нужной кривизны. Расположение
валки определяют точный изгиб работы. Получаются разные кривые
контролируя расстояние и угол между валками. Подвижный ролик обеспечивает
возможность контролировать кривую. Работа может уже иметь некоторый изгиб, часто
будет прямо. Балки, стержни и другие заготовки металла также гнутся с использованием этого процесса.
| Рисунок:278 |
Профилирование листового металла
Профилирование листового металла представляет собой непрерывный производственный процесс, в котором для гибки используются валки.
поперечное сечение листового металла определенной геометрии. Часто может быть несколько рулонов.
используется последовательно для непрерывной гибки заготовки. Аналогично фасонному прокату, но
профилирование не предполагает перераспределения материала в работе, а только гибку.
Как и фасонная прокатка, профилирование обычно включает в себя последовательное изгибание заготовки.
шаги. Каждый рулон формирует лист металла до определенной степени, готовясь к
следующий рулон. Последний бросок завершает геометрию.
Каналы различных типов, желоба, сайдинг и панели конструкционного назначения
являются обычными изделиями, изготавливаемыми в массовом производстве методом профилирования. Роллы
обычно подается из рулона листового металла. Входной рулон подается по мере разматывания рулона
во время процесса. После формирования непрерывные изделия можно разрезать на желаемую длину.
для создания отдельных деталей. Замкнутые участки, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон есть
изготавливается по этому методу. Рулоны листового металла часто гнут в рулон в тонкостенные
труба, сваренная по шву. Сварка непрерывного изделия
включается в процесс прокатки. Профилирование швеллеров непрерывное
альтернатива дискретному процессу изгиба канала, такому как тот, который показан на
фигура 269. На рис. 279 показана простая последовательность, используемая для создания канала.
| Рисунок:279 |
Этот канал можно изготовить с помощью пуансона и штампа. Однако в том
случае длина канала будет ограничена длиной пуансона и
умереть. Профилирование позволяет изготавливать непрерывную деталь (практически ограниченную длиной
рулона листового металла), который можно разрезать до любого необходимого размера. Производительность также увеличивается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла
обычно изготавливаются из серого чугуна или углеродистой стали. Смазка важна и
влияет на усилия и чистоту поверхности. Иногда валки хромируют, чтобы
улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала
свойства, характеристики и поведение металла. Особенно
важной является тема упругой и пластической деформации металла. Информация о
свойства металлов, связанные с производством, можно найти в более раннем
раздел, (металлообработка). Следует понимать также, что
Следует понимать также, что
изгиб листового металла вызывает локальную пластическую деформацию и практически не изменяет
толщина листа, для большинства операций. Не создает течения металла, влияющего на
области, удаленные от изгиба.
Сила, необходимая для выполнения изгиба, во многом зависит от изгиба и
конкретный процесс гибки металла, потому что механика каждого процесса может
значительно различаются. Правильная смазка необходима для
контролирующие силы и влияющие на процесс. При штамповке и штамповке,
размер отверстия штампа является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия матрицы уменьшит необходимый изгиб
сила. По мере изгиба листового металла необходимая сила будет меняться. Обычно важно
определить максимальное необходимое усилие изгиба, чтобы получить доступ к мощности машины
требования.
Важными факторами, влияющими на механику изгиба, являются материал,
толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба,
машины, оснастка и специальный процесс гибки металла. Изгиб листа создаст силы
Изгиб листа создаст силы
действующие в области изгиба и по толщине листа. Материал
к внешней стороне изгиба находится в натяжении, а материал к внутренней стороне
находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении
от одного до другого должна существовать нулевая область. В этой нулевой области никакие силы не действуют.
воздействует на материал. При изгибе листового металла эта нулевая область возникает вдоль
непрерывная плоскость в толщине детали, называемая нейтральной осью. Местоположение
этой оси будет зависеть от различных факторов изгиба и листового металла. Однако,
общее приближение для расположения оси может составлять 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось заключается в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, по одну сторону от нейтральной оси материал находится в напряжении,
с другой стороны материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
| Рисунок:280 |
Если к металлической детали приложить относительно небольшую силу, она деформируется
упруго и восстанавливает свою форму при снятии силы. Для того чтобы
чтобы произошла пластическая деформация металла, минимальный порог силы должен быть
достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с
удаленность от этого региона. Минимальный порог усилия, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
любом направлении. Материал между этими областями только пластически деформируется,
из-за малой величины сил. Эти области проходят параллельно и образуют
упругое ядро вокруг, нейтральная ось.
| Рисунок:281 |
Когда сила, используемая для создания изгиба, устранена, восстановление
упругой области приводит к возникновению упругого возврата . Пружинный возврат
Пружинный возврат
частичное восстановление работы от изгиба до ее геометрии перед
прикладывалась сила изгиба. Величина пружинения во многом зависит от
модуль упругости и предел текучести материала. Как правило, результаты
Однако пружинение увеличит угол изгиба только на несколько градусов.
все процессы гибки листового металла должны учитывать фактор пружинения.
| Рисунок:282 |
Методы устранения пружинения
В обрабатывающей промышленности были разработаны методы, которые могут устранить
последствия пружинения. Одним из распространенных приемов является чрезмерное сгибание. Количество
рассчитывается пружинение, и листовой металл перегибается на меньший изгиб
угол больше необходимого. Восстановление материала после пружинения приводит к
рассчитанное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба
именно то, что планировалось изначально.
| Рисунок:283 |
Другим методом устранения пружинения является пластическая деформация
материала в области изгиба. Локализованные сжимающие силы между пуансоном и
Локализованные сжимающие силы между пуансоном и
штамп в этой области будет пластически деформировать упругий сердечник, предотвращая пружинение.
Это можно сделать, приложив дополнительное усилие через кончик пуансона после
завершение изгиба. Техника, известная как дно или дно
ударить кулаком.
| Рисунок:284 |
Формование вытяжкой — это метод гибки металла, при котором устраняется большая часть
пружинение в повороте.
Подвергание работы растягивающему напряжению при изгибе заставит упругую область
пластически деформируется. Растяжка не может быть выполнена для некоторых сложных
изгибов и для очень острых углов. Величина натяжения должна контролироваться, чтобы
избежать растрескивания листового металла. Формование растяжением — это процесс, часто используемый в
авиастроительная промышленность.
| Рисунок:285 |
Гибкость листового металла
Изгибаемость листового металла – характерная степень, до которой конкретный
деталь из листового металла может быть согнута без повреждений. Изгибаемость связана с большей
Изгибаемость связана с большей
общий термин формуемости, обсуждаемый в разделе формовки листового металла. Гибкость
будет меняться для разных материалов и толщины листа. К тому же механика
производственного процесса повлияет на изгибаемость, поскольку различные инструменты и геометрия листа
приведет к различному распределению сил.
Гибка металла, как правило, менее сложный процесс, чем глубокая вытяжка.
анализ сил, действующих во время операции. Один простой способ
Количественная оценка сгибаемости заключается в сгибании прямоугольного образца листового металла до тех пор, пока он не треснет.
на внешней поверхности. Радиус изгиба, при котором впервые появляется трещина, называется
минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через
толщина листа, (т.е. 2T, 4T). Чем больше минимальный радиус изгиба, тем ниже
сгибаемость. Минимальный радиус изгиба 0 означает, что лист можно
согнулся сам на себя.
Анизотропия листового металла является важным фактором при изгибе. Если лист
Если лист
является анизотропным, изгиб следует выполнять в предпочтительном направлении. А
испытание для определения анизотропии обсуждается в разделе, посвященном штамповке листового металла.
Состояние кромок листового металла влияет на способность к изгибу. Часто
трещины могут распространяться от краев. Неровные края могут уменьшить
изгибаемость детали из листового металла. Холодная обработка по краям или внутри детали,
также может уменьшить гибкость. Вакансии в листовом металле могут быть еще одним источником
разрушения материала при изгибе. Наличие вакансий уменьшит
гибкость металла. Примеси в материале, особенно в виде включений, могут
также распространяет трещины и снижает гибкость. Заостренные или острой формы
включения более вредны для изгибаемости, чем круглые включения. Поверхность
качество листового металла может иметь значение при изготовлении гибки. Грубый
поверхности могут увеличить вероятность растрескивания листа под действием силы.
Чтобы смягчить эти проблемы и оптимизировать гибкость листового металла,
должны пройти весь производственный процесс.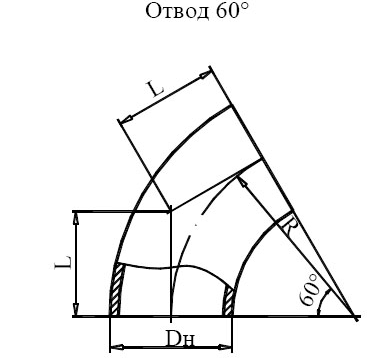 Лист высокого качества
Лист высокого качества
металл происходит из высококачественного металла. Эффективные методы очистки, а также
Надежный процесс прокатки листового металла должен закрывать вакансии, разрываться или
устраняют включения и придают листовому металлическому изделию гладкую поверхность.
Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромки.
Иногда холодно обработанные участки могут быть обработаны. Отжиг детали до
устранение областей холодной обработки и повышение пластичности также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что нагревание приведет к повышению гибкости металла. Листовой металл может
также иногда образовываться в среде высокого давления, что является еще одним
способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.
Прорезь — это процесс, при котором лист разрезается и изгибается для создания выпуклой геометрии.
Прокалывание можно использовать для увеличения способности рассеивания тепла деталей из листового металла, например:
пример. Другим распространенным процессом, в котором используются как резка, так и сгибание, является прокалывание.
Не путать кузнечный процесс с пирсингом. Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пулю, прокалывание делает
не удалять материал. Пробойник заострен и может проткнуть лист. Как
пуансон расширяет отверстие материал сгибается во внутренний фланец для отверстия.
Этот фланец может быть полезен для некоторых применений.
| Рисунок:286 |
Выпуклость металлической трубы
Выпуклость труб — это процесс производства листового металла, при котором некоторая часть внутренней
геометрия полой металлической трубы подвергается давлению, в результате чего труба выпячивается наружу.
Выпуклая область обычно ограничивается матрицей, которая может контролировать ее геометрию.
Общая длина трубки уменьшится из-за расширения области выпячивания.
В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной основной группе процессов используется эластомерная заглушка, обычно полиуретановая. Этот
заглушка помещается внутрь трубки. К эластомеру прикладывается давление, вызывающее его вздутие.
Расширяясь наружу, заглушка изгибает трубку из листового металла. При снятии силы,
заглушка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки долговечны и создают хорошее распределение давления по поверхности
во время изгиба. Гидравлическое давление также может быть использовано для создания такого же вздутия.
эффект. Однако заглушки из эластомера чище, их легко снять и они требуют меньше усилий.
сложная оснастка. Разрезные штампы используются для облегчения удаления детали.
| Рисунок:287 |
Гибка металлических труб
Трубы, стержни, прутки и другие поперечные сечения также подвергаются операциям гибки металла.
Следует помнить, что при изгибе металлической детали пружинение всегда
фактор. Для гибки полых труб было разработано несколько специальных производственных процессов.
Эти операции можно использовать и на твердых стержнях. Полые трубы имеют
характерно то, что они могут разрушаться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении отказа трубы.
По мере уменьшения радиуса изгиба увеличивается склонность к разрушению. Радиус изгиба в
Изгиб металлической трубы измеряется от осевой линии трубы. Другим важным фактором, определяющим
коллапс — толщина стенки трубы. Трубы с большей толщиной стенки меньше
скорее всего рухнет. Изгиб толстостенной трубы на большой радиус обычно не представляет проблемы, т.к.
что касается коллапса. Однако по мере уменьшения толщины стенки и/или изгиба
радиус уменьшается, должны быть найдены решения, чтобы предотвратить разрушение трубы. Одно решение состоит в том, чтобы
заполните трубку песком перед изгибом. Другим способом может быть установка пластикового
Другим способом может быть установка пластикового
вставьте какую-нибудь заглушку в трубку, затем согните ее. И песок, и пластиковая пробка действуют
обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность сгибать трубу
без коллапса.
Гибка с растяжением – это процесс, при котором труба формируется под действием силы растяжения.
параллельно оси трубы, и одновременная изгибающая сила, действующая на трубу
над блоком формы. Блок закреплен, и силы приложены к концам
трубка.
| Рисунок:288 |
Гибка вытягиванием включает в себя зажим трубы рядом с ее концом на вращающемся опалубочном блоке.
Прижимная подушка также используется для удержания запаса трубки. Когда блок формы вращается,
трубка изогнута.
| Рисунок:289 |
Гибка сжатием — это процесс гибки труб, который имеет некоторое сходство с
гибка кромок листового металла зачистной матрицей. Запас труб удерживается силой, чтобы
Запас труб удерживается силой, чтобы
блок фиксированной формы. Матрица, похожая на стеклоочиститель, прикладывает усилие, сгибая трубку над
формировать блок.
| Рисунок:290 |
TOP
Возвращение изогнутого дизайна: материалы, которые могут сгибаться и скручиваться
Возвращение изогнутого дизайна: материалы, которые могут сгибаться и скручиваться
Художественная галерея Хонгкун / penda. Изображение © Xia Zhi
- Автор: Валерия Монджой
На секунду представьте себе здание или комнату. Скорее всего, вы представляете себе плоские прямоугольные поверхности и прямые линии. Будь то стены, балки или окна, большинство архитектурных элементов имеют стандартные и чрезвычайно практичные ортогональные формы. Однако пандемия пролила свет на дизайны, которые не только функциональны, но и улучшают наше настроение и самочувствие. В этом смысле сила изогнутых, плавных поверхностей не имеет себе равных, что объясняет, почему они возвращаются в качестве тенденции современного дизайна. Принятие красивых форм, вдохновленных природой, органических завитков и изгибов наполняет комнату энергией и заставляет пользователей чувствовать себя хорошо. Фактически, нейробиологи показали, что эта привязанность жестко связана с мозгом; в исследовании 2013 года они обнаружили, что участники, скорее всего, считали пространство красивым, если оно было криволинейным, а не прямолинейным. Короче говоря, люди любят кривые.
В этом смысле сила изогнутых, плавных поверхностей не имеет себе равных, что объясняет, почему они возвращаются в качестве тенденции современного дизайна. Принятие красивых форм, вдохновленных природой, органических завитков и изгибов наполняет комнату энергией и заставляет пользователей чувствовать себя хорошо. Фактически, нейробиологи показали, что эта привязанность жестко связана с мозгом; в исследовании 2013 года они обнаружили, что участники, скорее всего, считали пространство красивым, если оно было криволинейным, а не прямолинейным. Короче говоря, люди любят кривые.
Но помимо красоты – вопреки распространенному мнению – изогнутые поверхности могут также выполнять множество функций. Они могут добавить движения, творчески зонировать, выступать в качестве предметов мебели и даже создавать несущие стены. А благодаря новым технологиям, таким как 3D-печать строительных конструкций и BIM, еще никогда не было так просто визуализировать и строить сложные криволинейные объекты. Тем не менее, техническая экспертиза материалов по-прежнему имеет решающее значение для достижения хороших результатов.
Квартира с деревянной лентой / Toledano+Architects. Изображение © Салем Мостефауи
Имея это в виду, ниже мы рассмотрим инновационные методы, используемые для гибки традиционных строительных материалов. Чтобы вдохновить архитекторов, мы представляем им подборку красивых проектов, в которых изогнутые стены, потолки и перегородки оживают, создавая изящные и динамичные пространства.
Дерево
Поскольку в деревянном зодчестве чаще всего используются прямые балки и панели стандартного размера, их может быть сложно согнуть. Но с помощью традиционных и современных методик можно добиться желаемой кривизны.
Паровая гибка, например, состоит из нагревания древесины в паровой камере до тех пор, пока она не станет ковкой, а затем закрепления ее в форме, чтобы после охлаждения она оставалась изогнутой. Для больших структурных элементов наиболее популярным методом является использование клееной ламинированной древесины. Склеивая сегменты дерева по изогнутой форме, материал можно сгибать. С другой стороны, с помощью техники пропила большие неструктурные детали изгибаются с помощью разнесенных надрезов. Кроме того, исследователи разработали новый метод, который использует естественное набухание и сжатие древесины для изгиба панелей.
С другой стороны, с помощью техники пропила большие неструктурные детали изгибаются с помощью разнесенных надрезов. Кроме того, исследователи разработали новый метод, который использует естественное набухание и сжатие древесины для изгиба панелей.
№ МАГАЗИНА 851 строительный процесс / Studio Ardete. Изображение © Purnseh Dev Nikhanj
Апартаменты с деревянной лентой / Toledano+Architects
Изогнутая древесина предлагает множество творческих возможностей. В данном случае деревянная лента, сделанная с помощью изогнутых форм, была включена в качестве жилой скульптуры, скрывающей вход в комнаты и создающей ниши для хранения.
Квартира с деревянной лентой / Toledano+Architects. Изображение © Salem Mostefaoui Wood Ribbon Apartment / Toledano+Architects. Изображение © Салем Мостефауи
Студия дизайна Sculptform/Woods Bagot
В этом проекте использовались методы гибки паром и прорези, чтобы продемонстрировать гибкость деревянных реек Click-on, создавая плавные изогнутые переходы между стенами и потолками.
Дизайн-студия Sculptform / Вудс Багот. Изображение © Peter Bennets Студия дизайна Sculptform / Woods Bagot. Изображение © Peter Bennets
МАГАЗИН №. 851 / Studio Ardete
Изготовленные с помощью цифровых технологий и опытных плотников, фанерные ленты извиваются и вращаются в пространстве, превращаясь в полки для дисплеев, места для сидения и зоны для встреч.
№ МАГАЗИНА 851 / Студия Ардете. Изображение © Purnseh Dev Nikhanj МАГАЗИН №. 851 / Студия Ардете. Изображение © Purnseh Dev Nikhanj
Бетон
Бетон не особенно известен своей способностью изгибаться. Несмотря на это, наиболее традиционный метод предполагает использование изогнутой опалубки, что достигается путем сгибания древесины или фанеры до нужного радиуса.
Но более совершенные технологии позволяют создавать более сложные геометрические формы без ущерба для качества и производительности. Инновации, такие как BIM, автоматизированное производство (CAM) и роботизированные реконфигурируемые формы, позволяют массово производить сборный железобетон с уникальной кривизной. Трехмерная строительная печать также показывает большие перспективы, поскольку позволяет создавать практически любую криволинейную форму с помощью процесса, управляемого компьютером. Другие недавние инновации включают Mesh Mold и Curvecrete. В то время как первый представляет собой изготовленную роботом армированную металлическую сетку, заполненную бетоном, второй использует параметрически регулируемую формовочную машину для изготовления изогнутых бетонных панелей.
Трехмерная строительная печать также показывает большие перспективы, поскольку позволяет создавать практически любую криволинейную форму с помощью процесса, управляемого компьютером. Другие недавние инновации включают Mesh Mold и Curvecrete. В то время как первый представляет собой изготовленную роботом армированную металлическую сетку, заполненную бетоном, второй использует параметрически регулируемую формовочную машину для изготовления изогнутых бетонных панелей.
Строительная 3D-печать от PERI. Изображение предоставлено Roser GmbH Mesh Mould / Gramazio Kohler Research. Изображение предоставлено Gramazio Kohler Research
Художественная галерея Hongkun / penda
Использование изогнутых форм в сочетании с закругленными стенами создает плавный скульптурный элемент, который направляет посетителей по выставочным залам.
Художественная галерея Хонгкун / Penda. Изображение © Xia Zhi Художественная галерея Хункунь / Penda. Изображение © Ся Чжи
Библиотека червоточин / MAD Architects
Отлитая из белого бетона в опалубке, вырезанной на станке с ЧПУ и напечатанной на 3D-принтере, эта многофункциональная органическая структура действует как единое динамическое целое со своей непрерывной формой.
Библиотека червоточин / MAD Architects. Изображение предоставлено MAD Architects Библиотека червоточин / MAD Architects. Изображение предоставлено MAD Architects
Кухсар Вилла / Следующий офис-Алиреза Тагабони
Чтобы построить изогнутые стены, архитекторы напылили бетон на опорную конструкцию, состоящую из слоев полистироловых листов и сетки вокруг деревянной рамы, фрезерованной на станке с ЧПУ.
Вилла Кухсар / Следующий офис – Алиреза Тагабони. Изображение © Parham Taghioff Кухсар Вилла / Следующий офис – Алиреза Тагабони. Изображение © Parham Taghioff
Стекло
Удивительно, но изогнутое стекло не так сложно и требует много времени, как раньше, и на самом деле оно может быть очень эффективным и прочным при использовании в структурном остеклении.
Основными технологиями на сегодняшний день являются: гибка с отпуском, горячая гибка, холодная гибка и многослойная гибка. В процессе гибки и закалки материал помещается в печь для гибки стекла, которая нагревается до температуры более 630°C, изгибая панель до заданного радиуса. При горячей гибке производитель использует пресс-формы, нагреваемые до 580-600°С, часто на механическом гибочном прессе. Холодная гибка, выполняемая при естественных температурах, заключается в вклеивании или ввинчивании стекла в раму для его механического изгиба. С другой стороны, для гнутого многослойного стекла стеклянный сэндвич изгибается с помощью механического приспособления перед процессом автоклавирования.
При горячей гибке производитель использует пресс-формы, нагреваемые до 580-600°С, часто на механическом гибочном прессе. Холодная гибка, выполняемая при естественных температурах, заключается в вклеивании или ввинчивании стекла в раму для его механического изгиба. С другой стороны, для гнутого многослойного стекла стеклянный сэндвич изгибается с помощью механического приспособления перед процессом автоклавирования.
The Curve / E V A. Image © Luuk Kramer
Casa Kwantes / MVRDV
В этом доме, расположенном вокруг оливкового дерева в центре, используются изогнутые окна, которые максимально пропускают дневной свет и создают плавное открытое жилое пространство.
Дом Квантес / MVRDV. Изображение © Ossip van Duivenbode Casa Kwantes / MVRDV. Изображение © Ossip van Duivenbode
LEnS House / Obra Arquitectos
В этом созерцательном доме была встроена изогнутая стеклянная стена, чтобы избежать сегментации по краям и видеть пространство через линзу.
LEnS House / Obra Arquitetos. Изображение © Nelson Kon LEnS House / Obra Arquitetos. Изображение © Nelson Kon
Kering Offices / FR-EE / Fernando Romero Enterprise
Создавая совместное динамичное пространство, внутренние перегородки офиса были построены с использованием прозрачного изогнутого стекла по углам.
Офисы Kering / FR-EE / Fernando Romero Enterprise. Изображение © Camila Cossio Kering Offices / FR-EE / Fernando Romero Enterprise. Изображение © Камила Коссио
Superadobe
В то время как дерево, бетон и стекло по-прежнему в основном используются в прямоугольных зданиях, другие материалы, особенно натуральные материалы, используемые в пермакультурном дизайне, могут лучше работать на изогнутых поверхностях из-за распределения нагрузки.
Например, техника Superadobe Надера Халили очень эффективна для изогнутых конструкций. Вдохновленный традиционной земной архитектурой и адаптированный для современного использования, он использует мешки с песком, наполненные увлажненной землей и расположенные слоями или длинными витками. В то время как колючая проволока помещается между каждым слоем, чтобы действовать как раствор и армирование, часто добавляется штукатурка для защиты от эрозии. Поскольку длинные витки мешков с песком обеспечивают сжатие, а колючая проволока повышает прочность на растяжение, этот материал идеально подходит для куполообразных зданий, где вес равномерно распределяется вокруг каждой круглой секции. В одной части это обеспечивает высокую стабильность и прочность без необходимости использования других структурных элементов.
В то время как колючая проволока помещается между каждым слоем, чтобы действовать как раствор и армирование, часто добавляется штукатурка для защиты от эрозии. Поскольку длинные витки мешков с песком обеспечивают сжатие, а колючая проволока повышает прочность на растяжение, этот материал идеально подходит для куполообразных зданий, где вес равномерно распределяется вокруг каждой круглой секции. В одной части это обеспечивает высокую стабильность и прочность без необходимости использования других структурных элементов.
Процесс строительства детского центра Лангбос / Jason Erlank Architects. Изображение © Chris Grava
Присутствие в Ормузе / ZAV Architects
В этом культурном центре SuperAdobe был объединен со стальной конструкцией, покрытой цементом, создавая изогнутые, устойчивые и пригодные для вторичной переработки поверхности.
Присутствие в Hormoz / ZAV Architects. Изображение © Soroush Majidi Presence in Hormoz / ZAV Architects. Изображение © Soroush Majidi
Presence of Hormuz 2 / ZAV Architects
В этом проекте также использовалась та же инновационная технология, на этот раз для строительства небольших куполов из утрамбованной земли и песка.