Содержание
Торговый дом ВНИИКП — Поликристаллическая фильера для волочения проволоки – «волшебный инструмент успеха»
Благодаря своей настойчивости в поиске инноваций компания EDER-Austria смогла стать передовиком отрасли, и уже в конце 60-х годов прошлого века, как ее новатор, компания смогла представить на рынке первые поликристаллические (PCD) фильеры «COMPAX».
Затем это привело к разработке серии новых, более производительных машин для обработки фильер. Благодаря им начиная с 70-х годов прошлого века и по настоящее время применение и обработка поликристаллических материалов занимает передовую нишу в мировой кабельно-проводниковой отрасли. В начале 80-х годов компания EDER вновь вышла на техническую авансцену, произведя и с успехом представив мировому рынку первые поликристаллические филеры с большим диаметром отверстия для уплотнения проводников из меди и алюминия, недоступные ранее прочим производителям.
Сегодня едва ли какой-либо волочильный цех или кабельный завод может вести успешную деятельность без использования высокоэффективного, долговечного инструмента из поликристаллических алмазов различных видов для широкого спектра применений, который ранее был ограничен в основном из-за использования уязвимых фильер на основе натурального алмаза или значительно менее прочных твердосплавных фильер.
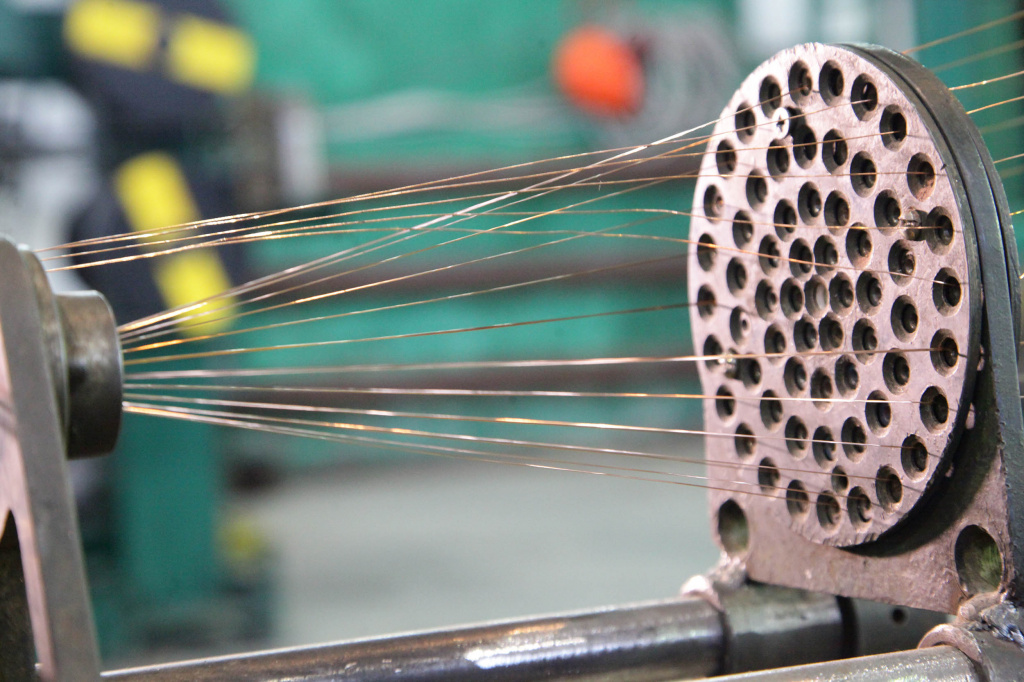
Современные многоручьевые волочильные машины, производительность которых на сегодняшний день может достигать до 48 ручьев, не могли бы существовать без поликристаллических фильер, обеспечивающих впечатляющую производительность в сочетании с исключительной механической прочностью и износостойкостью.
Не удивительно, что многие считают поликристаллические фильеры «волшебным инструментом» в случае, если эффективность должна поддерживаться на максимально возможном уровне.
Однако, рано или поздно, в зависимости от количества производимой в процессе волочения проволоки, а также от меры осторожности при работе с волочильным инструментом, все фильеры подвержены износу. Лучшей экономии и эффективности при эксплуатации волочильного инструмента можно добиться, если фильеры изымаются из машины с целью быстрой переполировки, когда признаки износа становятся видимыми на поверхности конуса деформации, где входящая проволока вступает в контакт с поверхностью фильеры. При этом волочильный инструмент можно с успехом использовать повторно на том же диаметре проволоки без расшлифовки отверстия фильеры на больший диаметр.
В настоящее время, при условии высокой конкуренции в волочильной промышленности и ростом доли применения многоручьевых волочильных машин, хорошо оснащенный и производительный современный цех по обработке фильер является абсолютно необходимым для поддержания на максимально высоком уровне эффективности процессов волочения и экономии средств.
На сегодняшний день основным полем деятельности компании EDER-Austria, помимо волочильных инструментов, является изготовление разнообразных, легких в эксплуатации современных машин для восстановления фильер. Высокая степень автоматизации данного оборудования значительно снижает потребность в многочисленном высококвалифицированном персонале и в то же время обеспечивает значительное увеличение срока службы фильеры, увеличение тоннажа произведенной проволоки, снижение эксплуатационных затрат и т.д.
Структура подобной эффективной базовой цеховой линии по восстановлению дорогостоящих поликристаллических фильер функционирует следующим образом:
- Очистка использованной фильеры
- Исследование фильеры под соответствующим микроскопом (диагностика состояния)
- Решение о необходимой обработке:
a) Ультразвуковые машины, в случае если нужно обрабатывать конические поверхности геометрии фильер
b) Машины калибровки проволокой, если необходимо обработать калибрующую цилиндрическую поверхность
- Решение по выбору правильного «лечения» (= подбор алмазных материалов для обработки)
- Очистка фильер
- Окончательная проверка фильер
Выбор правильного оборудования по восстановлению фильер:
Для обработки (= шлифовка + полировка) конических участков волочильного профиля применяются легкие в эксплуатации полуавтоматические ультразвуковые машины соответствующей мощности, а последующая калибровка-полирование волочильного цилиндра осуществляется на специальных высокоскоростных машинах калибровки/полирования проволокой.
Используемое в современных цехах по восстановлению фильер ультразвуковое оборудование, «ПОЛУАВТОМАТИЧЕСКОГО ТИПА» сегодня в действительности должно являться стандартным!
Примером одной из таких эффективных ультразвуковых машин компании EDER является модель «USP-115», которая, для удовлетворения всевозможных требований по эксплуатации, изготавливается в трех различных исполнениях.
Для содействия компаниям, которым нужно ремонтировать большое количество поликристаллических фильер, в частности тем, кто использует многоручьевые волочильные машины, а также компаниям с ограниченным количеством квалифицированного персонала в цехе по производству фильер, фирмой EDER разработана новейшая революционная ультразвуковая машина «USP-TWIN», отличительной чертой которой является наличие двух независимых рабочих станций.
При помощи этой уникальной машины один единственный оператор может производить восстановление двух фильер одновременно, при этом, например, одна рабочая станция обрабатывает фильеры с малым диаметром отверстия, в то время как другая – фильеры с отверстием среднего или большого диаметра, позволяя, таким образом, практически удвоить производительность по восстановления фильер.
Однако для калибровки и полировки волочильного цилиндра поликристаллических фильер требуются высокоскоростные машины калибровки проволокой.
Процедура обработки на машинах калибровки/полирования проволокой:
Основываясь на методе «точки пересечения», т.е. точки перехода конической части фильеры в цилиндрическую, при помощи соответствующих устройств калибровки/полирования проволокой можно получить требуемый диаметр и длину волочильного цилиндра. Примером такого устройства является высокоскоростная машина HGM-21 с двумя рабочими станциями, которая обеспечивает обработку фильер с уникально широким диапазоном диаметров отверстия — от 0,05 и до 10мм.
Благодаря программируемому контроллеру, осуществляющему контроль в процессе эксплуатации, и системе «hands-free», полуавтоматическая машина HGM-21 очень проста в управлении, после того как машина была настроена в первый раз. Каждая из двух станций по обработке фильеры может использоваться отдельно и оснащена автоматической остановкой цикла, сопровождающейся звуковым и визуальным сигналом, каждый раз по завершении соответствующего процесса.
Для обработки сверхмалых диаметров отверстия фильеры, от 0,010 до 0,30 мм используется специальная машина UFW-1, которая выпускается как в стандартном, так и в улучшенном исполнении.
Регулярное и своевременное восстановление фильер может значительно продлить срок службы этого дорогостоящего инструмента и вносит большой вклад в процветание экономики любого предприятия по выпуску кабельно-проводниковой продукции и в значительное повышение чистой стоимости самих изделий.
Вложение средств в современные машины для восстановления фильер дает клиенту следующие преимущества:
- Увеличение срока службы самой фильеры (необходимость в закупке значительно меньшего количества фильер).
- Точное восстановление геометрии фильеры обеспечивает получение высококачественной продукции
- Снижение потребности в рабочей силе (благодаря высокой степени автоматизации оборудования)
- Снижение эксплуатационных расходов (снижение потребления электроэнергии и расходных материалов вследствие высокой эффективности оборудования)
- Долговечность при минимизации расходов на техническое обслуживание
- Простота и надежность в эксплуатации
EDER EDDS-2 — революционная система маркировки, идентификации и администрирования волочильных фильер
Сегодня в современных цехах волочения проволоки и на кабельных заводах, особенно где в производстве задействованы многоручьевые волочильные машины, постоянно используются десятки тысяч различных дорогостоящих алмазных/поликристаллических фильер, требующих сбора и регистрации огромных объемов информации с целью обеспечения бесперебойности процессов волочения в будущем.
Данные о характеристиках волочильной фильеры, такие как производитель, производственный номер, материал фильеры, геометрия фильеры, начальный диаметр отверстия, дата поставки и начала использования и т.д. должны быть отображены при помощи подробного, зарегистрированного вручную цифрового номера, нанесенного на оправку фильеры и затем записанного на бумаге.
Аналогичным образом эта процедура должна быть осуществлена для изменяющихся технических данных, например время/долговечность применения фильеры, количество ремонтов фильеры, использование после обновления с новым диаметром отверстия, тоннаж проволоки, произведенной с помощью фильеры и т.д.
До настоящего времени сбор и статистическая регистрация всех этих данных осуществлялось персоналом на бумаге при помощи более или менее детальных и трудоемких процедур, затем данные направлялись на внешнее хранение с надеждой вновь заполучить их в будущем, при необходимости.
Новейшая система компании EDER EDDS-2 позволяет осуществлять маркировку и идентификацию любых фильер и прочих дорогостоящих инструментов за секунды. Устройство осуществляет высокоточную печать особого индивидуального числового кода DataMatrix малого размера на стальную оправку соответствующей фильеры, что позволяет полностью опознать фильеру и обеспечивает немедленное сканирование для считывания информации и последующего администрирования данных о фильере в любое требуемое время.
Устройство осуществляет высокоточную печать особого индивидуального числового кода DataMatrix малого размера на стальную оправку соответствующей фильеры, что позволяет полностью опознать фильеру и обеспечивает немедленное сканирование для считывания информации и последующего администрирования данных о фильере в любое требуемое время.
Система EDER EDDS-2 может поставляться в стандартной версии для контроля и администрирования малого и среднего количества фильер на складе.
Она включает специальное программное обеспечение, которое запускается на современных ПК стандартной комплектации и – как показано на схеме (схема) – аппаратные компоненты, такие как маркирующее устройство DotPeening с маркирующей головкой, оснащенной электрическим двигателем, с высокоточной, долговечной карбид-вольфрамовой иглой, удаленной контрольной панелью и сдвижным приемным устройством для фиксации маркируемых фильер.
Также для большого количества фильер компания EDER может предложить автоматическую систему EDDS-2, оснащенную магазином и конвейерной лентой для транспортировки фильер к маркирующей и затем к контрольной станции.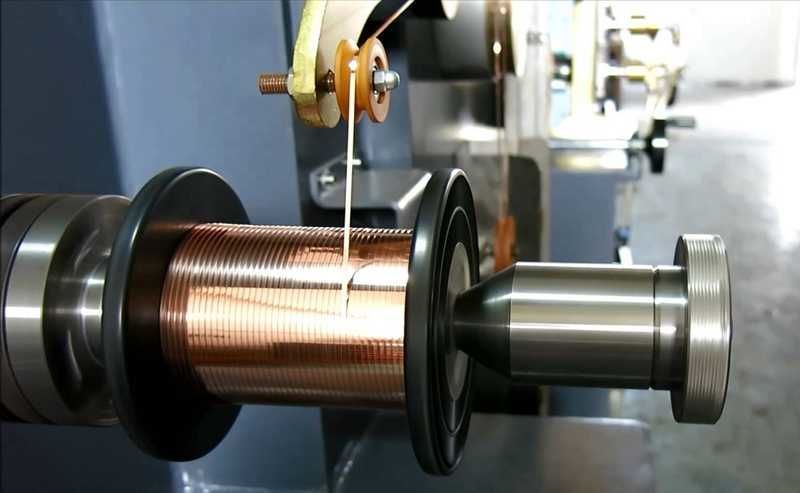
Заключение
Как вы можете видеть из вышепредставленной информации, даже спустя 65 лет существования компании и более 50 лет непрерывной коммерческой деятельности в России и бывшем Советском Союзе, фирма EDER Engineering-Austria до сих пор остается мировым игроком и техническим лидером на рынке волочильного инструмента и в частности в секторе технологии машин (аппаратные средства и программное обеспечение).
Разумеется, компания EDER Engineering будет участвовать в предстоящей выставке «Wire RUSSIA 2013», которая пройдет в июне в Москве и будет рада помочь Вам в любое удобное для Вас время.
Доктор Курт Эдер
Президент компании EDER Engineering-Austria
Скачать презентацию в pdf.
Solar Bear — Станки и метизное оборудование из Тайваня. Сменный инструмент.
Особенности
Производитель инструмента
предлагает вниманию возможность разработки по чертежам готовой продукции и
производства фильер для волочения проволоки из натуральных и поликристаллических
алмазов; фильер для производства калиброванной проволоки, экструзии и свивки
прядей троса и канатов. Компания является одним из ведущих производителей алмазных
Компания является одним из ведущих производителей алмазных
матриц на Тайване, выросла с уровня местного завода-поставщика инструмента и
оснастки в статус современного производителя фильер, предоставляя качественную
продукцию и технологию по разумным ценам, удовлетворяя потребности партнеров и
новых клиентов по всему миру. Репутация производителя подкрепляется растущими
референтными поставками волок, инструмента и оснастки в страны Азии – Тайвань,
Индия, Индонезия, Япония, Малайзия, Пакистан, Сингапур, Тайланд, материковый Китай
и Корея; Америки – США, Аргентина,
Бразилия, Мексика; Африки – Египет; Ближнего Востока – Иран, Израиль, Сирия;
Европы – Австрия, Франция, Германия, Италия, Недерланды, Испания, Швеция,
Турция и Великобритания. Компания постоянно разрабатывает новый инструмент,
внедряет дополнительную технологию огранки, полировки алмазов, и армирования сердечника
волок. Алмаз ориентирован в процессе огранки — две параллельные стороны
идеально отшлифованны, армирование сердечника происходит при помощи спекания
порошкового металла и сплавов и последующей обработкой сердечника на
высокопрецизионных станках с ЧПУ. Огранка, полировка и армирование увеличивает срок службы инструмента на 20% по
Огранка, полировка и армирование увеличивает срок службы инструмента на 20% по
сравнению со стандартной продукцией.
Характеристики
Алмазные волоки серии-ND
Фильеры для
волочения из натуральных алмазов изготовлены из природного камня высокого
качества, прошедшего процесс органки, полировки и армирования сердечником.
Поверхность волоки и зона пластической деформации идеально отполированы, что
позволяет получать продукцию высшего качество. Размер волок: от 0.015 мм до 2.0
мм
Твердосплавные
волоки серии-MD
Цельные волоки из
твердого сплава MD111 Element Six (пр-ва Ирландия) имеют точную ориентацию кристала, обладают
исключительной износостойкостью, высокой термостойкостью, высокой теплопроводностью
имеют увеличенный срок службы на 30% по сравнению с фильерами для волочения из
натуральных алмазов. Размер волок: от 0.015 мм до 1.5 мм
Поликристаллические волоки серии-PCD
Фильеры
изготовлены из поликристаллических алмазов высокого качества, с армированием
сердечником, огранкой и полировкой. Идеально подходят для производства проволоки
Идеально подходят для производства проволоки
высокого качества, размером от 0.05 мм до 25 мм.
Поликристаллические волоки серии-PCD с профилем
Фолоки фигурные
из поликристаллических алмазов имеют профиль — квадратный, прямоугольный,
плоский, шестиугольный, треугольный, овальный; идеально отполированны и по
качеству не уступают волокам с круглым профилем. Для размещения заказа
необходимо указать диаметр проволоки на входе и материал проволоки.
Спецификация волок со специальным профилем представлена в таблице.
Спецификация
Волоки обладают самыми высокими показателями прочности на сжатие, жесткости, твердости и износостойкости. Это гарантирует длительный срок службы волок, высокое качество получаемое с их помощью готовой проволоки, а следовательно, повышение экономической эффективности производства проволоки.
Для каждой волоки подбирается материал первоклассного качества, правильно рассчитывается геометрия рабочего канала, и благодаря использованию усовершенствованного лазерного полировального оборудования достигается идеальное исполнение профиля фильеры и обработка ее поверхности.
Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и технических требований (при этом необходимо уточнить тип волоки — ND (алмазная), MD (твердосплавная) или PCD (поликристаллическая), диаметр канала волочения и допуски, размер оправки волоки, материал проволоки (медь, нержавеющая сталь), применение волоки — для сухого/мокрого волочения, экструзии, профилирования, диаметр проволоки на входе, указать код оправки (D-12, D-15).
Угол сужения для разных материалов, размера фильер и уменьшения площади
| Относительное сужение, % | Размер калибрующего отверстия, мм | Под медь, алюминий и сплавы | Под нержавеющую и омедненную проволоку |
| 5~8 | 0.01~0.049 | 11° | 10° |
| 8~11 | 0. 05~0.099 05~0.099 | 13° | 11° |
| 11~16 | 0.10~0.499 | 15° | 13° |
| 16~22 | 0.50~2.499 | 17° | 15° |
| 22~35 | 2.50~8.00 | 19° | 17° |
Стандартный допуск и размер оправки
Технология
Волочение — способ обработки металлов давлением, состоящий в протягивании изделий (заготовок) круглого или фасонного профиля (поперечного сечения) через отверстие, сечение которого меньше сечения заготовки. В результате волочения поперечные размеры изделия уменьшаются, а длина увеличивается. Волочение широко применяется в производстве пруткового металла, проволоки, труб и т. п.. Производится на волочильных станах, основными частями которых являютсяволокии устройство, тянущее через них металл.
п.. Производится на волочильных станах, основными частями которых являютсяволокии устройство, тянущее через них металл.
Производство
волок является сложным и трудоёмким процессом. Производство начинается с
оптичесткой инспекции кристалла. Специально отобранные заготовки, близкие к
категории драгоценных камней проверяются под микроскопом со стократным
увеличением. Заготовка автоматически отбраковывается при наличие даже самых
незначительных примесей, трещин и пятен. Ортоскоп фиксирует внутреннее
напряжение материала, поскольку аномальное внутреннее напряжение вызывает
образование трещин в процессе изготовления волоки и в процессе волочения и
производства калиброванной проволоки.
Установка алмаза в
сердечник волоки осуществляется строго по центру и контролируется устройством
позиционирования с автоматической камерой. После того как алмаз установлен производится армирование -
сердечник волоки заполняют смесью порошкового металла со сплавом, происходит
процесс спекания. Процесс спекания осуществляется при помощи автоматической подачи заготовки
Процесс спекания осуществляется при помощи автоматической подачи заготовки
приводимой в действие инфракрасным датчиком в высокочастотную спекающую печь. После армирования сердечник с алмазом надежно запресовывается в
металлическую матрицу (оправку) из нержавеющей стали, которая защищает твердосплавный сердечник от
вибраций и нагрузок, возникающих в процессе волочения, предотвращает волоку от
преждевременного разрушения рабочей части и продлевает срок службы инструмента.
Далее следует высокопрецизионная обработка сердечника на станке с ЧПУ,
который формирует коническую часть волоки на входе и выходе. Для обеспечения
точного размера и округлости корпуса волоки, оправка проходит огранку и
шлифовку бесцентровым шлифовальным станком, допуск при шлифовке составляет в
пределах 5 микрон. Бурение отверстия с двойным боковым профилем производится с
помощью современного лазерного сверлильного оборудования. Автоматическая установка
для ультразвуковой обработки обеспечивает точный профиль волоки и придает
поверхности идеальную отполированную форму. В завершение приторочное
В завершение приторочное
оборудование калибрует отверстие под необходимый размер, соблюдая допуски.
| Оптическая инспекция кристалла | Установка алмаза в сердечник волоки (фильеры) |
| Начинка сердечника порошковым твердосплавным материалом | Спекание (армирование) сердечника фильеры |
| Спекание (армирование) сердечника фильеры | Обработка конической части фильеры на станке с ЧПУ |
| Огранка фильеры | Шлифовка фильеры |
| Лазерное бурение отверстия фильеры | Лазерное бурение отверстия фильеры |
| Профилирование рабочего канала фильеры | Профилирование рабочего канала фильеры |
| Финишная полировка фильеры | Калибрование отверстия фильеры под нужный размер |
Контроль качества готовой продукции производится на современном оборудовании: оптический
профилировщик согласовывает точность геометрии фильеры на высоком уровне; микрометр
с лазерным сканированием измеряет точность диаметра и овальность с
повторяемостью в пределах 0,1 микрон; цифрофой измерительный прибор измеряет электрическое сопротивление проволоки определенной
длины с известным удельным сопротивлением, расчитывает диаметр проволоки.
О компании – Fort Wayne Wire Die
Fort Wayne Wire Die исторически была местом зарождения технологий, лежащих в основе производства проволоки и штампов для проволоки. От первого оборудования и процессов для производства проволочных штампов, разработанных в 1930-х годах, до непрерывных инженерных достижений, которые с тех пор характеризовали эволюцию отрасли, компания Fort Wayne Wire Die всегда была в авангарде.
Наше видение состоит в том, чтобы быть предпочтительным мировым поставщиком фильер для волочения проволоки и прецизионных инструментов для мировой кабельно-проводниковой промышленности, единым поставщиком матриц, который может обеспечить постоянное качество, опыт применения, производительность и эффективность цепочки поставок, необходимые всем клиентам. конкурировать на мировом рынке. ИСО 9Сертификация 001:2015 позволила нам разработать систему управления качеством, которая полностью поддерживает наше видение и цели, что приводит к удовлетворению потребностей клиентов.
Чтобы загрузить текущий сертификат ISO, нажмите здесь.
Прокрутите вниз, чтобы узнать больше о опытных людях, стандартизированных производственных процессах и зарегистрированных в соответствии со стандартом ISO 9001:2015 системах управления, обеспечивающих гарантию качества и постоянство каждой матрицы для проволоки.
Входной контроль материалов
С чего начинается оптимальная производительность матрицы. FWWD тщательно исследует каждый отдельный кристалл природного бриллианта, отбирая его по форме, чистоте и отсутствию внутренних дефектов, и отбирает все свои синтетические бриллианты от поставщиков, которые являются мировыми лидерами в области качества.
Проектирование штампов
Металлурги FWWD, инженеры-технологи, инженеры-механики и инженеры-электрики совместно анализируют параметры вашего приложения — материал проволоки, скорость волочения, допуски на размер отверстия и т. д. Затем, используя передовое проприетарное программное обеспечение и программное обеспечение САПР, они разрабатывают модель штампа, точно соответствующую этим параметрам.
Алмазная ориентация
Технология, выкованная компанией Fort Wayne Wire Die. FWWD подвергает свои монокристаллы природных алмазов двум важным предварительным операциям: рентгеновской ориентации и уплощению. Используя рентгеновскую технологию, FWWD может определить и выбрать правильную плоскость для каждого алмаза, максимально увеличив стойкость к истиранию, срок службы матрицы и производительность. Полировка двух параллельных граней на алмазе гарантирует, что правильная ориентация не изменится в процессе производства.
Установка
Затем компания FWWD устанавливает алмазы в уникальную матрицу из металлического порошка. Это добавляет сжимающую силу, которая повышает прочность штампа, снижает его поломку и рассеивает тепло, выделяемое в процессе волочения проволоки.
Каждый этап производственного процесса Fort Wayne Wire Die контролируется опытными техническими специалистами в соответствии с инновационными процедурами, зарегистрированными в соответствии со стандартом ISO 9001:2015.
Сверление
С помощью электролитических сверлильных станков, лазеров, станков для электроэрозионной обработки и электроэрозионных обрабатывающих центров компания FWWD создает базовый размер и форму отверстия для каждого штампа. Затем они проверяют это, а также длину подшипника, овальность и угол сужения, используя программное обеспечение и оптические измерительные устройства, разработанные FWWD исключительно для проволочной промышленности.
Формование, полировка и калибровка
После сверления техники используют проволочные и ультразвуковые системы полировки для создания и точной настройки точной длины подшипника каждой матрицы и угла обжатия.
Испытание на удлинение
При изготовлении соответствующего комплекта матриц FWWD проводит физические испытания для проверки степени удлинения выходящей проволоки на каждой матрице в последовательности и выдает полный сертификационный документ, который сопровождает комплект при отгрузке.
Контроль качества в процессе
Контрольные точки качества существуют на всех этапах производства.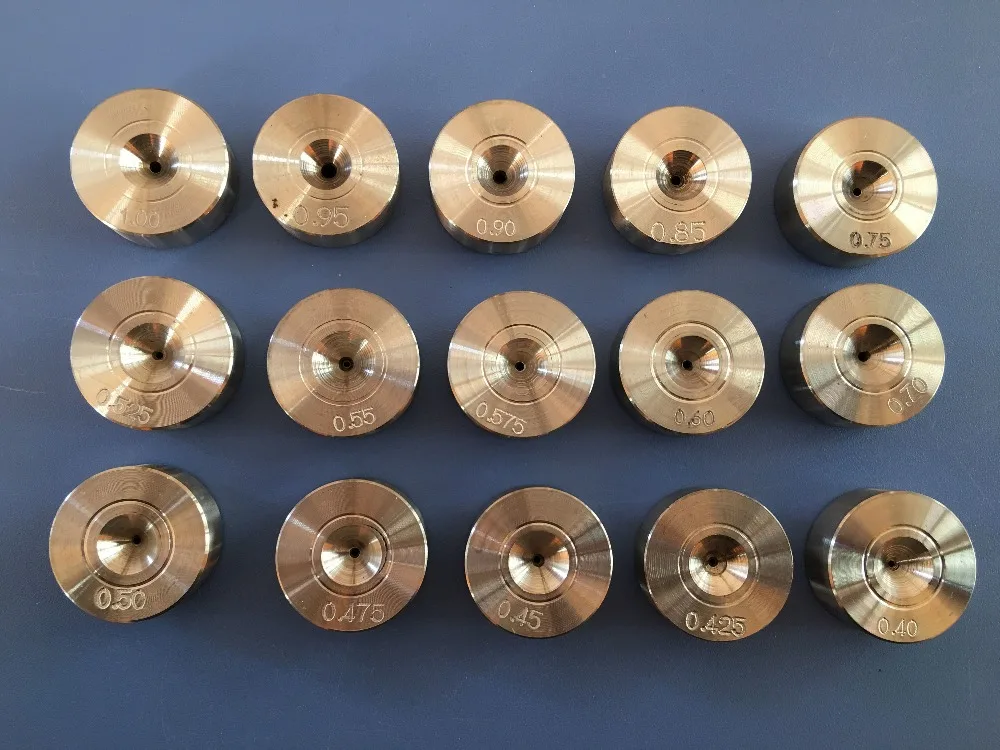 Во время формовки, полировки и калибровки штампов операторы измеряют каждый штамп и мгновенно сверяют свои размеры с исходными спецификациями, используя базу данных в режиме реального времени, которая связывает операторов по всему производственному участку.
Во время формовки, полировки и калибровки штампов операторы измеряют каждый штамп и мгновенно сверяют свои размеры с исходными спецификациями, используя базу данных в режиме реального времени, которая связывает операторов по всему производственному участку.
Окончательный осмотр
После выхода из производственного цеха каждый проволочный штамп подвергается окончательному визуальному осмотру. Здесь персонал лаборатории использует ряд сложных инструментов и базу данных в режиме реального времени, чтобы убедиться, что готовый продукт соответствует первоначальным спецификациям заказа.
Упаковка и отправка
Наконец, сотрудники службы доставки проверяют штампы. В частности, они проверяют соответствующие наборы штампов, подтверждая
, что они имеют правильный набор и серийные номера и упакованы в правильной последовательности. следующий сдвиг парадигмы в технологии проволочных штампов — нажмите здесь.
Карьера – Fort Wayne Wire Die
Мы, компания Fort Wayne Wire Die, Inc. , работаем вместе, чтобы стать предпочтительным мировым поставщиком фильер для волочения проволоки и прецизионных инструментов для мировой проволочной и кабельной промышленности, единственным поставщиком матриц, обеспечить постоянное качество, экспертные знания в области приложений, производительность, ценность и эффективность цепочки поставок, необходимые всем клиентам, чтобы конкурировать на мировом рынке.
, работаем вместе, чтобы стать предпочтительным мировым поставщиком фильер для волочения проволоки и прецизионных инструментов для мировой проволочной и кабельной промышленности, единственным поставщиком матриц, обеспечить постоянное качество, экспертные знания в области приложений, производительность, ценность и эффективность цепочки поставок, необходимые всем клиентам, чтобы конкурировать на мировом рынке.
Если вам необходимо разумное приспособление для какой-либо части процесса подачи заявления о приеме на работу, отправьте электронное письмо по адресу:ployment@fwwd.com. Пожалуйста, укажите жилье, которое вы запрашиваете, и вашу контактную информацию. Разумные приспособления рассматриваются в каждом конкретном случае. Обратите внимание, что с этого адреса электронной почты будут отправлены ответы только на запросы, касающиеся запроса на разумное приспособление.
Карьерные возможности
Вы начинаете самостоятельно?
Вам нравится взаимодействовать с различными отделами компании?
Вы внимательны к деталям?
Если вы ответили утвердительно на эти вопросы, эта работа может быть для вас!
Щелкните здесь для полного описания вакансии
Внимательны ли вы к деталям?
Вы хотите работу, где вы могли бы расти вместе с компанией?
У тебя отличное зрение и ловкость?
Если вы ответили утвердительно на эти вопросы, эта работа может быть для вас!
Щелкните здесь для полного описания вакансии
Специалист по отгрузке карбида выполняет все обязанности и оформление документов, необходимых для обеспечения быстрой и точной доставки продукции клиентам. Этот человек отвечает за координацию ввода заказа, доставки и выставления счетов. Специалист по отгрузке карбида также занимается контролем запасов клиентов.
Этот человек отвечает за координацию ввода заказа, доставки и выставления счетов. Специалист по отгрузке карбида также занимается контролем запасов клиентов.
Щелкните здесь для полного описания работы
ВЫ САМОСТОЯТЕЛЬНЫ, ОРИЕНТИРОВАНЫ НА ДЕТАЛИ И ИМЕЕТЕ ОТЛИЧНЫЕ НАВЫКИ ВВОДА ДАННЫХ?
Если вы ответили утвердительно на этот вопрос, мы хотим поговорить с вами!
ОСНОВНЫЕ ОБЯЗАННОСТИ
Ввод, отправка и выставление счетов по всем заказам. Заезд готового продукта. Ведение файлов заказов.
Щелкните здесь для полного описания вакансии
Наша команда ищет 1-ю смену станка для полировки/калибровки больших штампов. Станок для полировки больших штампов полирует штампы под заданным углом и до требуемого диаметра и выравнивает переходную зону между входной зоной и зоной редуцирования. Крупногабаритный станок для изготовления штампов будет производить проволоку штампов до заданного размера и соответствовать визуальным требованиям. Это работа, оплачиваемая поощрительно, и после обучения у вас не должно возникнуть проблем с получением в среднем более 20 долларов в час.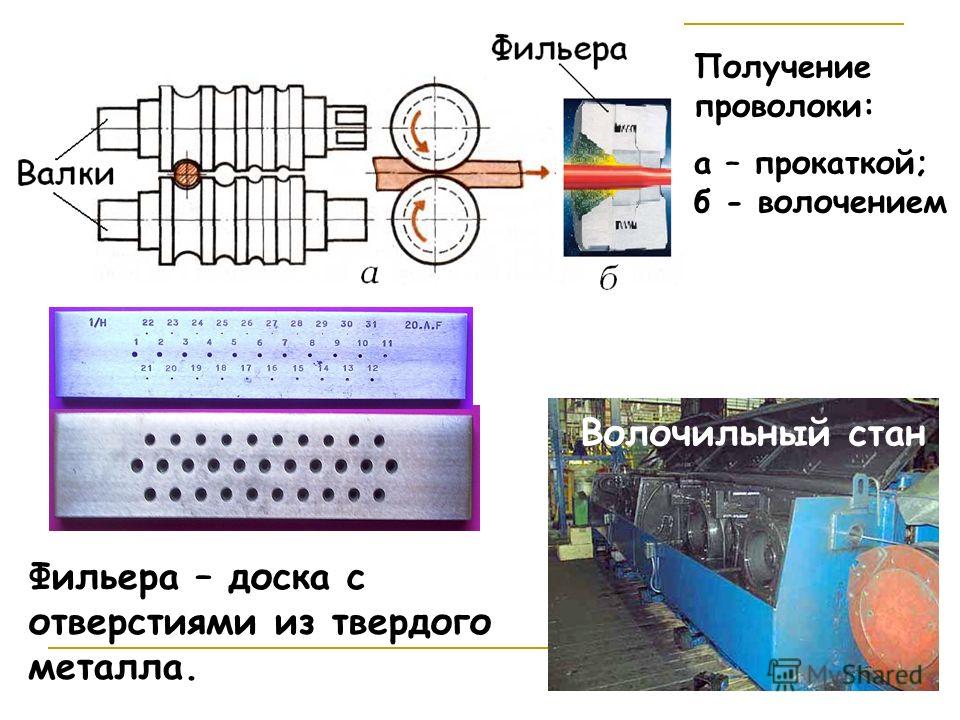
Щелкните здесь для полного описания работы
Окончательные правила о прозрачности покрытия требуют, чтобы некоторые планы группового медицинского обслуживания раскрывали на общедоступных веб-сайтах информацию о тарифах внутрисетевых поставщиков и разрешенных суммах внесетевых услуг за прошлые периоды, а также о выставленных счетах за покрываемые товары и услуги в двух отдельных машиночитаемых файлах ( МРФ). MRF для вариантов пакета льгот в рамках плана вознаграждения сотрудников Fort Wayne Wire Die можно найти здесь: https://alliedbenefit.sapphiremrfhub.com/
Отдел кадров
Заявление о миссии
Миссия нашего отдела кадров состоит в том, чтобы играть ведущую роль и предоставлять услуги в поддержку концепции Fort Wayne Wire Die, гарантируя, что наши сотрудники являются нашим самым ценным ресурсом и будут трактуются как таковые.
Отдел кадров стремится к партнерству со всеми отделами компании Fort Wayne Wire Die, чтобы максимально использовать потенциал нашего главного актива — наших сотрудников. Мы приветствуем перемены и возможности, которые они приносят.
Мы приветствуем перемены и возможности, которые они приносят.
Мы сделаем это:
- Обеспечим безопасную, здоровую и защищенную рабочую атмосферу.
- Продвижение по службе и наем наиболее квалифицированных специалистов, а также признание и поощрение ценности разнообразия на рабочем месте.
- Предоставление конкурентоспособной заработной платы и пакета льгот, а также раскрытие полного потенциала нашей рабочей силы путем обучения и развития для продвижения по службе.
- Разработка, администрирование и эффективное информирование об обоснованных политиках, правилах и практиках, обеспечивающих достойное и равное отношение к сотрудникам при соблюдении компанией трудового законодательства, корпоративных директив и трудовых соглашений.
- Обеспечение сотрудников отдела кадров инструментами, обучением и мотивацией для работы наиболее эффективным и результативным образом.
Преимущества
Как подать заявку
Заявление о приеме на работу
Чтобы подать заявку на вакансию в нашей компании, нажмите на вакансию, на которую вы хотите подать заявку, и в правой части этой страницы есть две кнопки: Заявление о приеме на работу и Эл. адрес. Если у вас нет резюме, нажмите кнопку Заявление о приеме на работу и заполните заявку. Закончив работу с приложением, сохраните его на свой компьютер. Затем нажмите кнопку «Электронная почта», прикрепите заполненную заявку, которую вы только что сохранили на свой компьютер, и отправьте ее.
адрес. Если у вас нет резюме, нажмите кнопку Заявление о приеме на работу и заполните заявку. Закончив работу с приложением, сохраните его на свой компьютер. Затем нажмите кнопку «Электронная почта», прикрепите заполненную заявку, которую вы только что сохранили на свой компьютер, и отправьте ее.
Электронная почта
Чтобы подать заявку на вакансию в нашей компании, нажмите на вакансию, на которую вы хотите подать заявку, и в правой части этой страницы есть две кнопки: Заявление о приеме на работу и Электронная почта. Если у вас есть обновленное резюме, вы нажимаете кнопку «Электронная почта», прикрепляете свое резюме и отправляете его.
Fort Wayne Wire Die, Inc. обеспечивает равные возможности трудоустройства для всех сотрудников и претендентов на работу и запрещает дискриминацию и домогательства любого рода независимо от расы, цвета кожи, религии, возраста, пола, национального происхождения, статуса инвалидности, генетики, защищенный статус ветерана, сексуальная ориентация, гендерная идентичность или самовыражение или любые другие характеристики, защищенные федеральными законами, законами штата или местными законами.