Содержание
Global Plant — Технология и рецепт производства плитки из резиновой крошки.
Резиновая плитка 350х350х20 мм (8 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,75 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 29,3 кг.
Краситель красный – 1,7 кг. (если другой цвет то краситель 1400 гр. и двуокись титана 300 гр.)
Клей – 3,5 кг.
Смеситель № 2: (цветной слой):
Крошка фракции 1-3 мм. – 29,3 кг.
Краситель красный – 1,7 кг. (если другой цвет то краситель 1400 гр. и двуокись титана 300 гр.)
Клей – 3,5 кг.
Смеситель № 3: (черный слой)
Смеситель № 4: (черный слой)
_____________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 2,35 кг. смеси на 1 шт.
Резиновая плитка 350х350х30 мм (8 шт. в 1 м2)
в 1 м2)
Необходимо заготовить смесь из расчета на 3,75 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 25,6 кг.
Краситель красный – 1,5 кг. (если другой цвет то краситель 1200 гр. и двуокись титана 300 гр.)
Клей – 3,4 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 55 кг.
Клей – 6 кг.
Смеситель № 4: (черный слой):
Подготавливается поочередно со смесителем № 3, в тех же пропорциях.
_________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 1,00 кг. смеси на 1 шт.
Черный слой 2,03 кг. смеси на 1 шт.
Резиновая плитка 500х500х10 мм (4 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 5 м2.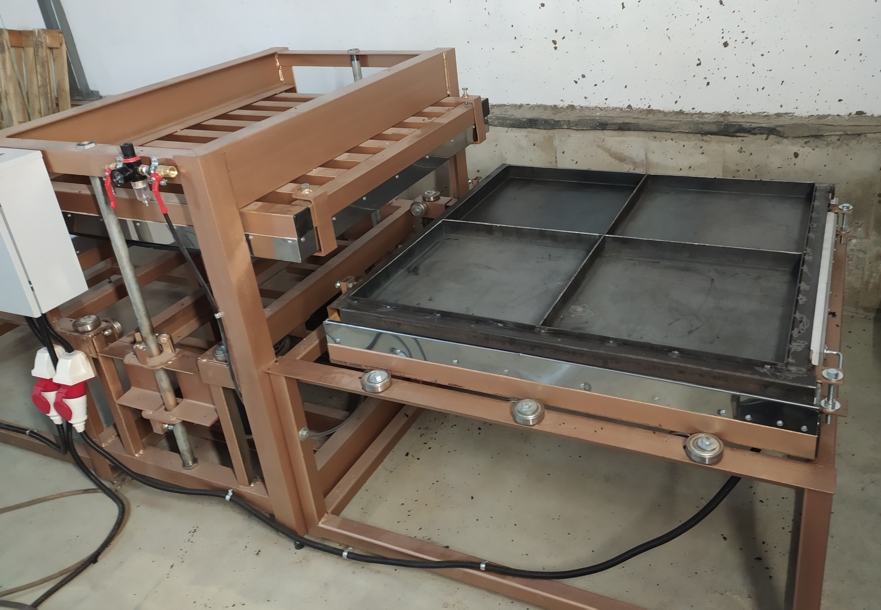 (10 уровней в телеге)
(10 уровней в телеге)
Резиновая плитка 500х500х10 мм
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 39 кг.
Краситель красный – 2,25 кг. (если другой цвет, то красителя 1,85 кг и 450 гр. двуокись титана)
Клей – 4,6 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем №1, в тех же пропорциях.
_____________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 2,25 кг. смеси на 1 шт.
Резиновая плитка 500х500х16 мм (4 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 5 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 58 кг.
Краситель красный – 3,3 кг. (если другой цвет то краситель 2,7 гр. и двуокись титана 680 гр.)Если серый цвет, то 2,15 диоксида.
Клей – 7,5 кг.
Смеситель № 2: (цветной слой):
Крошка фракции 1-3 мм. – 58 кг.
Краситель красный – 3,3 кг. (если другой цвет то краситель 2,7 гр. и двуокись титана 680 гр.)Если серый цвет, то 2,15 диоксида.
Клей – 7,5 кг.
Смеситель № 3: (черный слой)
Смеситель № 4: (черный слой)
_______________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 3,2 кг. смеси на 1 шт.
Резиновая плитка 500х500х30 мм (4 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 5 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 29,15 кг.
Краситель красный – 1,75 кг. (если другой цвет то 1550 краситель и 200 гр. двуокись титана.) Если серый, то 1,2 двуокись титана.
Клей –3,9 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 39 кг.
Клей – 3,7 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 39 кг.
Клей – 3,7 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 1.7 кг. смеси на 1 шт.
Черный слой 4.3 кг. смеси на 1 шт.
Резиновая плитка 500х500х40 мм (4 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 5 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 34 кг.
Краситель красный – 1,7 кг. если другой цвет то 1160 краситель и 540 гр. двуокись титана.
Клей –5,74 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (нижний слой):
Крошка 2-3 мм. – 47,45 кг.
Клей – 4,1 кг.
Краситель красный – 1 кг.
Смеситель № 4: (нижний слой):
Крошка 2-3 мм. – 47,45 кг.
Клей – 4,1 кг.
Краситель красный – 1 кг.
__________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 2,01 кг. смеси на 1 шт.
Нижний слой 5,2 кг. смеси на 1 шт.
Резиновая плитка 500х500х40 мм «СЕРЫЙ» (4 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 5 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 29,15 кг.
Двуокись титана – 1,7 кг.
Клей –3,95 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 50,5 кг.
Клей – 4,1 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 50,5 кг.
– 50,5 кг.
Клей – 4,1 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 1,71 кг. смеси на 1 шт.
Черный слой 5,43 кг. смеси на 1 шт.
Резиновая плитка «Бордюр» 1 п/м 2 шт. (все цвета)
Пропорции на 1шт.
Крошка фракции 1-3 мм. – 3,040 кг.
Краситель красный – 0,165 кг.
Клей – 4,15 гр.
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 36,5 кг.
Клей – 5 кг.
Краситель красный – 2 кг. (если другой цвет то 1,5 гр. красителя и 500 гр. двуокись титана)
Если цвет серый, то пигмента 1,2 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой, 3,6 кг. смеси на 1 шт.
Брусчатка из резиновой крошки 20 мм «Волна» (43 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,256 м2. (10 уровней в телеге)
(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 26,3 кг.
Краситель красный – 1,5 кг. если другой цвет то 1200 краситель и 300 гр. двуокись титана.
Клей – 3,55 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 25,350 кг.
Клей – 2,16 кг.
Смеситель № 4: (черный слой):
Подготавливается поочередно со смесителем № 3, в тех же пропорциях.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,221 кг.(221 гр.) смеси на 1 шт.
Черный слой 0,193 кг. (193 гр.) смеси на 1 шт.
Брусчатка из резиновой крошки 40 мм «Волна» (43 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,256 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 26,3 кг.
– 26,3 кг.
Краситель красный – 1,5 кг. если другой цвет то 1200 краситель и 300 гр. двуокись титана.
Клей – 3,55 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 35,8 кг.
Клей – 3,00 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 35,8 кг.
Клей – 3,00 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,221 кг.(221 гр.) смеси на 1 шт.
Черный слой 0,55 кг. (550 гр.) смеси на 1 шт.
Брусчатка из резиновой крошки 20 мм «Катушка» (40 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,5 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 24,12 кг.
Краситель красный – 1,45 кг. если другой цвет то 1160 краситель и 290 гр. двуокись титана.
если другой цвет то 1160 краситель и 290 гр. двуокись титана.
Клей – 3,26 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 27,62 кг.
Клей – 2,34 кг.
Смеситель № 4: (черный слой):
Подготавливается поочередно со смесителем № 3, в тех же пропорциях.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,2 кг.(200 гр.) смеси на 1 шт.
Черный слой 0,21 кг. (210 гр.) смеси на 1 шт.
Брусчатка из резиновой крошки 40 мм «Катушка» (40 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,5 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 24,12 кг.
Краситель красный – 1,45 кг. если другой цвет то 1160 краситель и 290 гр.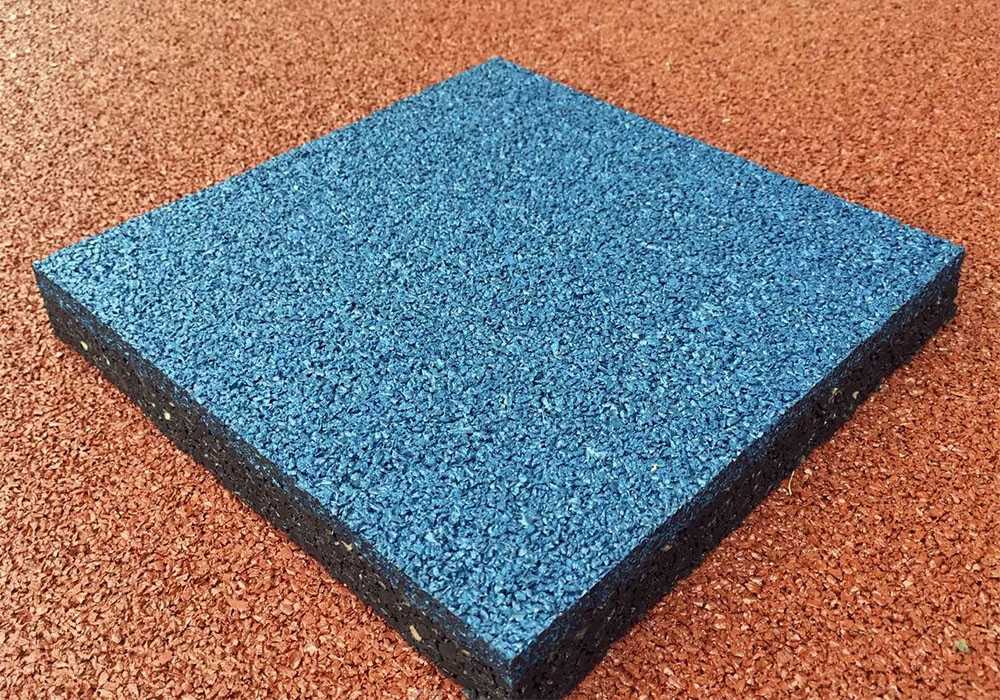 двуокись титана.
двуокись титана.
Клей – 3,26 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 39,41 кг.
Клей – 3,34 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 39,41 кг.
Клей – 3,34 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,2 кг.(200 гр.) смеси на 1 шт.
Черный слой 0,605 кг. (605 гр.) смеси на 1 шт.
Брусчатка из резиновой крошки 20 мм «Кирпич» (50 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 4 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 27,3 кг.
Краситель красный – 1,55 кг. если другой цвет то 1050 краситель и 500 гр. двуокись титана.
Клей – 3,65 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 31,5 кг.
Клей – 2,7 кг.
Смеситель № 4: (черный слой):
Подготавливается поочередно со смесителем № 3, в тех же пропорциях.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,16 кг.(160 гр.) смеси на 1 шт.
Черный слой 0,168 кг. (168 гр.) смеси на 1 шт.
Брусчатка из резиновой крошки 40 мм «Кирпич» (50 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 4 м2.(10уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 27,3 кг.
Краситель красный – 1,55 кг. если другой цвет то 1050 краситель и 500 гр. двуокись титана.
Клей – 3,65 кг.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 44,9 кг.
Клей – 3,8 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 44,9 кг.
Клей – 3,8 кг.
______________________________________________________________________
При формовании на одну форму:
Декоративный, цветной слой: 0,16 кг.(160 гр.) смеси на 1 шт.
Черный слой 0,48 кг. (480 гр.) смеси на 1 шт.
Рецепт для производства плитки из резиновой крошки носит ознакомительный характер, при покупке комплекта оборудования для производства резиновой плитки рекомендуем обязательно пройти обучение от специалистов компании Global Plant.
Данная статья написана для того чтобы рецептура производства напольных покрытий была у вас всегда под рукой, сохраните рецепты у себя в браузере в закладка или в виде репостов в социальных сетях, пусть рецепты будут всегда под рукой.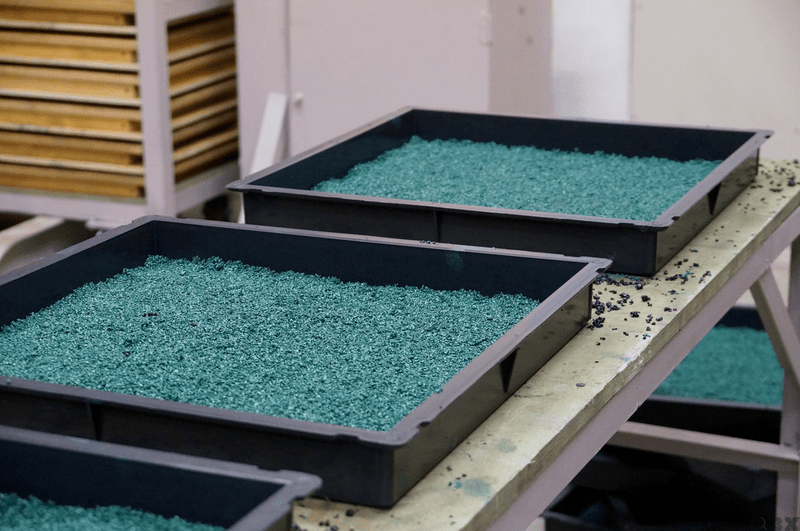
Ну а если вы надумали купить или узнать цену оборудования для производства резиновой плитки то можете оставить запрос любым удобным способом из блока связи на сайте GlobalPlant.ru написать на электронную почту [email protected] либо позвонив по телефону Горячей линии 8-800-551-66-97.
Технология производства резиновой плитки — ИнтерЭко
Технология производства резиновой плитки
Alen Roganoff2021-04-10T13:37:54+03:00
Резиновая плитка
Безусловно, резиновая плитка пользуется большим спросом для покрытия пола в разных помещениях. Такие покрытия могут быть водонепроницаемыми или водопроницаемыми, легко очищаются и не требуют специального ухода. Отличная износостойкость, прочность, долгий срок службы – незаменимые характеристики для напольных покрытий в спортивных залах, на беговых дорожках, на игровых площадках и на придомовых территориях. Этот материал не поддается воздействию окружающей среды, высокой и низкой температуры и влаги, поэтому резиновую плитку укладывать можно внутри помещения и на улице, как покрытие для садовых дорожек, например. Не скользкое покрытие гарантирует безопасность передвижения по нему при любых погодных условиях. Кроме того, резина не боится давления льда, поэтому зимой игровая площадка может быть использована под каток. Итак, области применения резиновой плитки:
Не скользкое покрытие гарантирует безопасность передвижения по нему при любых погодных условиях. Кроме того, резина не боится давления льда, поэтому зимой игровая площадка может быть использована под каток. Итак, области применения резиновой плитки:
- спортивные объекты, теннисные корты, баскетбольные площадки;
- пешеходные зоны, аллеи, дорожки на придомовой территории;
- лестницы;
- балконы;
- причалы, бассейны;
- сельскохозяйственные объекты: животноводческие фермы, загоны.
Этапы производства резиновой плитки
Как правило, резиновый пол начинается с измельчения или дробления резиновых изделий, предназначенных для утилизации, в крошку, которая является основным сырьем на производстве. Изначально резина может быть из натурального или синтетического каучука. И хотя первый полимер растительного происхождения, поэтому более экологичный, но продукция из него в некоторых случаях уступает синтетической резине в резистентности к износу и агрессивному воздействию на него. Пластичная смесь включает помимо каучука разные наполнители, от которых зависят конечные характеристики изделия. Для получения резиновой крошки часто используются автомобильные шины, подлежащие утилизации и выполненные из лучшей резины.
Пластичная смесь включает помимо каучука разные наполнители, от которых зависят конечные характеристики изделия. Для получения резиновой крошки часто используются автомобильные шины, подлежащие утилизации и выполненные из лучшей резины.
Технология производства резиновой плитки на всех заводах имеет одинаковые этапы, например:
- смешивание сырья. Со склада все сырьевые компоненты попадают в подготовительное помещение, где взвешиваются и дозируются, после чего в нужных пропорциях поступают в миксер. Для того чтобы обеспечить высокую плотность изделия, которая возможна, благодаря близкому контакту соседних крошек, необходимо тщательно смешать все ингредиенты. Смесь состоит, во-первых, из высококачественной очищенной от примесей резиновой крошки. Во-вторых, клея, который обеспечит высокую степень сцепления поверхностей резиновых частиц. В-третьих, качественного и не токсичного красителя;
- прессование смеси в пресс-формах. После смешивания специальными мерными емкостями смесь переносится в матрицы пресс-форм, которые устанавливаются в прессе и формуются;
- отстаивание в термошкафах.
 Производство резиновой плитки продолжается в термошкафах, где под воздействием температур изделие приобретает свои технические характеристики;
Производство резиновой плитки продолжается в термошкафах, где под воздействием температур изделие приобретает свои технические характеристики; - складирование. Готовая продукция вынимается из форм и отправляется на склад.
 Производство резиновой плитки продолжается в термошкафах, где под воздействием температур изделие приобретает свои технические характеристики;
Производство резиновой плитки продолжается в термошкафах, где под воздействием температур изделие приобретает свои технические характеристики;Как известно, полученная плитка может быть разных конфигураций, разной толщины, обладать разной плотностью и упругостью, иметь гладкую, шероховатую или фактурную поверхность. Может иметь специальное назначение: антискользящая, травмобезопасная и другое. Кроме того, технологическим процессом могут быть предусмотрены отверстия для крепления в торцовых срезах плитки. В ассортименте нашего магазина представлена разнообразная резиновая плитка. К тому же ,купить ее можно по приемлемым ценам и при этом отличного качества. Мы гарантируем долгий срок эксплуатации и прочность покрытия нашей резиновой плиткой.
Производство резиновых изделий
Экологически чистые продукты
Экологически чистые продукты пропагандируют экологичный образ жизни, помогая экономить энергию и предотвращая загрязнение воздуха, воды и шума. Продукция QRRI ежегодно перерабатывает более 4,0 миллионов легковых и грузовых шин. Мы используем современную вертикально интегрированную технологию переработки для производства резиновой крошки, которая используется для производства различных резиновых ковриков для широкого спектра сегментов рынка.
Продукция QRRI ежегодно перерабатывает более 4,0 миллионов легковых и грузовых шин. Мы используем современную вертикально интегрированную технологию переработки для производства резиновой крошки, которая используется для производства различных резиновых ковриков для широкого спектра сегментов рынка.
Независимо от того, используете ли вы наши коврики для лошадей и/или для спорта и фитнеса, вы найдете все наши продукты на основе переработанных шин в нашей международной сети дистрибьюторов.
Ревулканизация
QRRI использует процесс производства матов для лошадей и фитнеса, называемый ревулканизацией. Есть ряд причин, по которым ревулканизированная резина превосходит связанную резиновую крошку, когда речь идет о напольных покрытиях для лошадей и фитнеса.
Вот 6 основных причин, по которым вам следует выбрать повторно вулканизированные резиновые покрытия для своих резиновых полов:
- Полиуретановые маты могут впитывать жидкости животного происхождения, в то время как повторно вулканизированные маты не впитывают влагу.
- Животноводческие жидкости могут привести к порче полиуретанового связующего, создавая пятна износа по мере отслаивания крошки, ревулканизированные маты не имеют этой проблемы.
- Жидкости животных, попавшие в склеенные маты из крошки, могут стать причиной появления бактерий и неприятного запаха.
- более долговечно и эластично, чем резиновое покрытие на полиуретановой связке
- Ревулканизированные маты не скручиваются, не текут при низких температурах и не меняют форму, в отличие от матов на полиуретановой основе, при температуре и давлении при нормальном использовании.
- изготавливаются путем химического связывания резины под экстремальным давлением и нагревом для создания максимально прочного и плотного мата, в то время как маты с полиуретановым связующим склеиваются и прессуются под умеренным давлением.

Ревулканизированное резиновое покрытие
.
Ревулканизированные маты

Мастикированная резина
Наши листы и рулоны из литой резины полностью отверждены и армированы волокном из побочных продуктов производства шин, включая невулканизированную резину и нейлоновое волокно. Этот уникальный процесс обеспечивает более высокую прочность на растяжение, прочность на разрыв, упругость, износостойкость, устойчивость к озону, устойчивость к низким температурам и, в конечном счете, долговечность. Сравните нашу 100% вулканизированную мастику с другими «клееными» резиновыми изделиями. Вы легко увидите и почувствуете разницу.
Наши клиенты используют наши листы и рулоны из литой резины для различных применений, включая автомобили, тяжелые грузовики и конные прицепы.
Резиновые изделия QRRI из переработанной резины всегда будут выполнять то, что вы от них ожидаете, гораздо лучше и дольше, чем любые другие переработанные резиновые изделия. Стабильность и долговечность напрямую влияют на вашу прибыль.
Стабильность и долговечность напрямую влияют на вашу прибыль.
Формованная резина
Формование резины — это процесс формования, в результате которого производится годный к употреблению резиновый продукт. Резиновые изделия изготавливаются из невулканизированной резины или эластомеров. Эластомер — это любой материал с достаточной упругостью или памятью для возвращения к своей первоначальной форме. Каучук и эластомеры могут быть получены из различных типов каучука, как натурального, так и синтетического, с помощью строго контролируемого химического процесса.
Резиновое формование создает формованные резиновые изделия путем вдавливания блока резины в полость резинового формования. Затем каучук подвергается воздействию тепла, активируя химическую реакцию. Хотя существуют различия в конкретных методах, все производители резины используют тепло и давление для формования формованных резиновых изделий.
Три наиболее распространенных метода:
- Литье резины под давлением
- Компрессионное формование
- Трансферное формование
Ротационная обработка
Rotocuring (сокращение от Rotary Curing Press) используется для вулканизации резиновых листов с текстильным армированием или без него, прорезиненных тканей и легких конвейерных лент. Кроме того, большое количество напольных материалов производится с применением ротокурения.
Ротокюрная машина состоит из большого вращающегося стального барабана с паровым обогревом, который частично окружен бесконечной стальной лентой.
Каландрированный резиновый материал помещается между барабаном и стальной лентой у нижнего направляющего ролика. С помощью натяжного ролика лента натягивается и создает давление между лентой и барабаном. Линейная скорость барабана может варьироваться от 6 футов до 600 футов отвержденного материала в час, все зависит от толщины материала и скорости вулканизации.
С помощью натяжного ролика лента натягивается и создает давление между лентой и барабаном. Линейная скорость барабана может варьироваться от 6 футов до 600 футов отвержденного материала в час, все зависит от толщины материала и скорости вулканизации.
Гидроабразивная лазерная резка
Гидроабразивная резка работает по тому же принципу, что и вода под высоким давлением, сфокусированная соплом в виде пучка. Большинство машин достигают этого, сначала пропуская воду через насос высокого давления. Для создания такого высокого давления используются два типа насосов; насос-усилитель и насос с прямым приводом или с коленчатым валом. Насос с прямым приводом нагнетает воду через трубку высокого давления с помощью плунжеров, прикрепленных к коленчатому валу. Насос-усилитель создает давление, используя гидравлическое масло для перемещения поршня, нагнетающего воду через крошечное отверстие. Затем вода проходит по трубке высокого давления к соплу водомета. В сопле вода фокусируется в тонкий пучок через отверстие из драгоценного камня. Этот пучок воды выбрасывается из сопла, прорезая материал, распыляя на него струю воды с высокой скоростью.
В сопле вода фокусируется в тонкий пучок через отверстие из драгоценного камня. Этот пучок воды выбрасывается из сопла, прорезая материал, распыляя на него струю воды с высокой скоростью.
Важным преимуществом гидроабразивной резки является возможность резать материал, не нарушая присущую ему структуру, так как отсутствует зона термического влияния. Сведение к минимуму воздействия тепла позволяет резать такие материалы, как резина, без повреждения или изменения внутренних свойств.
Гидроабразивная резка также способна производить сложные разрезы в материале. С помощью специального программного обеспечения и трехмерных обрабатывающих головок можно изготавливать сложные формы.
Производитель и поставщик эластичной резиновой плитки
Sun-Flex является лидером в производстве резиновых напольных покрытий премиум-класса. Наш
Недавно компания выпустила новый продукт под названием эластичные резиновые полы.
Наше упругое резиновое напольное покрытие изготовлено из высококачественного натурального каучукового камня и полимера.
материалы. Это сочетается с минералами, полученными из природных источников и другими компонентами.
такие как экологически чистые цветные пигменты.
Каучук извлекается, прессуется и вулканизируется при высокой температуре. Это сделано из
экологически чистые природные ресурсы, имеющие функциональный жизненный цикл, который длится
десятилетия.
Каучуковое напольное покрытие является гибким, прочным и устойчивым к воде и некоторым химическим веществам. Сопротивление
резка, нагрев, разрыв, износ, усталость и истирание также включены.
Мы разработали и спроектировали для удовлетворения потребностей клиентов в отношении привлекательного внешнего вида, долговечности в течение
время и меньше обслуживания в местах с интенсивным движением.
Они достаточно гибкие, чтобы формировать углы, и в то же время достаточно прочные, чтобы выдерживать
последствия мытья полов и дорожного движения.
Эластичная резиновая плитка последнего поколения, отвечающая всем требованиям заказчика.
предпочтение, дизайн и настройка пола.
Со временем это будет лучшее решение для любой цели, сегмента и решения.
Напольное покрытие надежное, ценное и перспективное по качеству, а также
недорогой в обслуживании.
В процессе производства наши продукты проходят сертификацию по стандартам ASTM и EN в
соответствии с международными стандартами.
Почему вы должны пойти с нами?
Природа изобретательна, а технологии инновационны. Началась новая эра для
Резиновые полы нового поколения. Самое гигиеничное резиновое напольное покрытие на рынке.
Настройте свой пол в соответствии с вашими конкретными потребностями. Разнообразие цветов и
конструкции доступны.
Коммерческие и промышленные решения для резиновых полов.
Прочный, долговечный и экономичный.
Запросите ценовое предложение на эластичную резиновую плитку.
Воспользуйтесь преимуществом готового товара и гарантией соответствия цены.
Для эластичной резиновой плитки
Предыдущий
Далее
Эластичные резиновые плитки Доступные размеры и толщина
| Толщина | Размер | Вес одной плитки | штук в каждой коробке |
|---|---|---|---|
| 3 мм + 0,3 мм | 610 мм x 610 мм | 1,7 кг | 10 |
Кроме того, мы производим изделия на заказ и по индивидуальному заказу. Мы рассмотрим
размер, дизайн и технические характеристики, чтобы определить, можем ли мы удовлетворить ваши требования.
Сильный,
Прочный,
Экономичный
Пожарная замедление
Тихий и мягкая под ножами
Устойчивый к скольжению
Обширный диапазон цветов и конструкций
Бесплатные полы
Без ПВХ, без фосфатов, без галогенов, без усадки
Антибактериальное и противомикробное покрытие
Полы в местах с высокой проходимостью
Гибкость Выполнено
Содержит натуральный устойчивый каучук
Сделано в Индии
Сколько кусков резиновой плитки вам потребуется? Укладка новой резиновой плитки на пол может стать серьезной задачей, если только вы не воспользуетесь нашим калькулятором напольных покрытий! Мы создали этот калькулятор квадратных футов резинового покрытия, чтобы избавиться от догадок. Этот инструмент позволяет быстро оценить стоимость резинового напольного покрытия и определить необходимое количество штук.
Использование упругой резиновой плитки
Эластичный пол должен соответствовать двум критериям. Резиновые полы очень ударопрочны.
стойкий и водостойкий, как и следовало ожидать от резины. Это один из
самые экологически чистые материалы на рынке.
Широко используется в школах, больницах, музеях, библиотеках, кинотеатрах, стадионах,
спортивные залы, судоходные компании, офисные здания, супермаркеты, магазины
торговые центры, аэропорты, залы ожидания, станции метро, подземные переходы и общественные
места. Дорожка, фармацевтическая фабрика, цех по очистке, лаборатория,
электронная мастерская, компьютерная и рабочая станция.
Простота очистки. Обычно для мытья пола используется только чистая вода.
Доступна серия эластичных резиновых плиток
Серия Smooth
Серия Smooth Fleck
Modern Stone Smooth
Modern Stone Fleck
