Содержание
Как изготавливаются пластиковые окна – основные этапы производства
Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.
Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
Оба варианта плохи, поскольку они провоцируют:
- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
В ряде случаев при неправильно определенных размерах приходится заказывать новые окна. Если размеры предоставил клиент, все работы выполняются за его счет.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.
Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.
Некоторые производители окон могут заказывать стеклопакеты у фирм, которые специализируется только на выпуске этой продукции. Однако суть технологического процесса от того, где именно будут изготовлены эти элементы окон, не изменяется.
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:
- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».

- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.

Когда герметик пройдет полный цикл полимеризации, на который требуется от 3 до 12 часов, стеклопакет готов для транспортировки в цех, где осуществляется основное производство пластиковых окон.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.

После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик.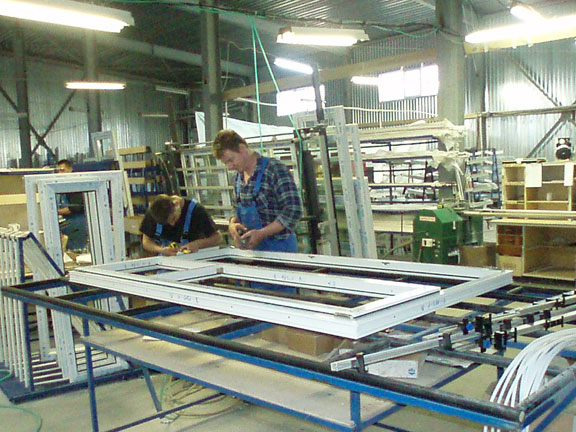 После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.
Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.
Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.
Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.
технология производства – блог компании ОкнаРоста
Пластиковые окна уже давно не диковинка для наших соотечественников. Они становятся неотъемлемой частью жилых домов, офисов, зданий административного назначения. Едва ли найдется кто-то, кто никогда не видел их и ничего не слышал о таких изделиях. Вместе с тем есть немало тех, кто не знает, как и из каких материалов делают окна ПВХ и какие технологии используют.
Они становятся неотъемлемой частью жилых домов, офисов, зданий административного назначения. Едва ли найдется кто-то, кто никогда не видел их и ничего не слышал о таких изделиях. Вместе с тем есть немало тех, кто не знает, как и из каких материалов делают окна ПВХ и какие технологии используют.
Как как делают стеклопакеты и окна: технология производства
Окно состоит из следующих ключевых компонентов:
- стеклопакет;
- профиль;
- фурнитура.
В настоящее время не составит труда узнать, как делают стеклопакеты — видео процесса доступны не только для профессионалов, но и для всех пользователей Интернета.
Процесс состоит из этапов:
- Резка стекла по нужным размерам.
- Мойка стекол.
- Резка дистанционной рамки, на которой крепится стекло.
- Засыпание влагопоглотителя в дистанционную рейку.
- Сборка контура стеклопакета.
- Первичная герметизация — нанесение уплотнителей.
- Сборка стеклопакета (вставка стекол).
- Обжим.

Вторичная герметизация и заполнение инертным газом
Основа окна, к которой крепится стеклопакет, — профиль, который изготавливают из поливинилхлорида. При этом учитывают:
- устойчивость к температурным колебаниям,
- минимальные размеры переплета,
- способность выдерживать динамические и статические нагрузки и т. д.
Оконный профиль
Как правило, компании приобретают готовый профиль, который используют при сборке окон. Если вас интересует, как делают профили для окон, видео, иллюстрирующее весь процесс, поможет вам вникнуть в детали.
Процедура изготовления профиля такова
На начальной стадии необходимо раскроить заготовки. При помощи мощной электрической пилы их разрезают под углом в 45 градусов. Так формируют основу окна — створки и рамы.
На следующем этапе происходит сварка. Оконную конструкцию фиксируют на специальном станке, нагревают до 250 градусов. Раскаленный профиль сжимают прессом на протяжении 20–30 секунд. Процедуру проделывают дважды — с обеих сторон. Когда прочность соединения достигнет нормы, можно перейти к удалению наплывов, которые образуются в процессе сварки. Все ненужные элементы зачищают при помощи углозачистной машины.
Следующий этап — создание импоста. Это своего рода «ребро жесткости», усиливающее сопротивляемость повышенным нагрузкам, ураганным ветрам и т. п. В нем просверливают отверстия для болтов и укрепляют их специальным герметиком. Такая технология обеспечивает максимальную прочность конструкции и минимизирует риски выпадения болтов. После завершения работ с импостом переходят к укладке резинового уплотнителя и установке фурнитуры — петли, запорные механизмы, блокираторы, цапфы, ручки и т. д.
Подкорректировав фурнитуру по заданным параметрам, можно переходить к креплению подоконника, а также к установке отлива (часть окна, которая выступает с его наружной стороны и отводит воду).
Вслед за этим необходимо соединить створки с оконным профилем
Стеклопакет крепится к профилю при помощи штапиков. Это своего рода фиксаторы, которые надежно удерживают стекло и не позволяют ему расшататься. Штапики и специальные колодки необходимо разместить по всему периметру оконной рамы. На заключительной стадии останется лишь поставить знаки качества, обернуть окна в пленку и подготовить их к транспортировке из цеха на склад, в точки продаж или непосредственно к конечному потребителю. Для каждого, кто хочет сделать понятной, простой и наглядной процедуру того, как делают окна ПВХ, видео производственного процесса станет настоящей находкой. Визуальное восприятие гораздо эффективнее, чем при прочтении сотни письменных инструкций.
Антон Крутицкий
Редактор оконного блога
Опыт работы 21 год
Читайте также:
-
Как устроено пластиковое окно -
Классификация окон -
Обрезание стеклопакетов -
Размеры окон -
Пластиковые окна: основы выбора
типов окон и технологий | Министерство энергетики
Энергосбережение
Изображение
Многие конструктивные особенности и технологии делают окна более энергоэффективными, улучшают долговечность, эстетику и функциональность. При выборе новых окон учитывайте материалы рамы, характеристики остекления или стекла, газовые наполнители и прокладки, а также тип эксплуатации. Все эти факторы будут влиять на общие энергетические свойства окна. Чтобы оценить и сравнить общие свойства окна, найдите этикетку NFRC.
При выборе новых окон учитывайте материалы рамы, характеристики остекления или стекла, газовые наполнители и прокладки, а также тип эксплуатации. Все эти факторы будут влиять на общие энергетические свойства окна. Чтобы оценить и сравнить общие свойства окна, найдите этикетку NFRC.
Рамы и створки
Улучшение теплового сопротивления рамы может способствовать повышению общей энергоэффективности окна, в частности, коэффициента теплопотерь или U-фактора. У всех типов материалов каркаса есть преимущества и недостатки, но винил, дерево, стекловолокно и некоторые композитные материалы каркаса обеспечивают большую термостойкость, чем металл.
Алюминиевые или металлические рамы
Несмотря на то, что металлические или алюминиевые оконные рамы очень прочные, легкие и почти не требуют обслуживания, они очень быстро проводят тепло, что делает металл очень плохим изоляционным материалом.
Для снижения теплового потока металлические рамы должны иметь терморазрыв – изоляционную пластиковую полосу, расположенную между внутренней и внешней стороной рамы и створки.
Композитные рамы
Композитные оконные рамы состоят из композитных древесных материалов, таких как древесностружечная плита и клееный брус, а некоторые из них смешаны с полимерными пластмассами. Эти композиты очень стабильны, они имеют такие же или лучшие структурные и термические свойства, как обычная древесина, и они имеют лучшую влагостойкость и стойкость к гниению.
Рамы из стекловолокна
Оконные рамы из стекловолокна стабильны по размеру и имеют воздушные полости, которые могут быть заполнены изоляцией, что обеспечивает более высокие тепловые характеристики по сравнению с деревянными или неизолированными виниловыми рамами.
Виниловые рамки
Виниловые оконные рамы изготавливаются из поливинилхлорида (ПВХ) со стабилизаторами ультрафиолетового света (УФ), чтобы солнечный свет не разрушал материал. Виниловые оконные рамы не требуют покраски и обладают хорошей влагостойкостью. Полые полости виниловых рам могут быть заполнены изоляцией, что делает их более тепловыми, чем стандартные виниловые и деревянные рамы.
Полые полости виниловых рам могут быть заполнены изоляцией, что делает их более тепловыми, чем стандартные виниловые и деревянные рамы.
Деревянные рамы
Деревянные оконные рамы относительно хорошо изолируют окна, но требуют регулярного ухода, хотя алюминиевая или виниловая обшивка снижает потребность в обслуживании. Деревянные рамы с металлическим покрытием могут иметь несколько более низкие тепловые характеристики.
Остекление или стекло
Для большинства окон самым важным решением в отношении энергоэффективности является выбор остекления. В зависимости от различных факторов дизайна окон, таких как ориентация окна, климат, конструкция здания и т. д., вы можете даже выбрать разные типы остекления для разных окон в вашем доме.
Для получения более подробной информации о вариантах остекления посетите Efficient Windows Collaborative, чтобы узнать об особых свойствах и эффективности различных вариантов остекления.
В то время как одинарное остекление является обычным явлением в старых зданиях, практически во всех новых эффективных зданиях используются двойные или тройные стеклопакеты. «Изоляционные стеклопакеты» или IGUS доступны в широком диапазоне свойств в зависимости от выбранного типа стекла, покрытий на стекле, газа, используемого для заполнения пространства между стеклами, и прокладок, которые удерживают остекление. разделены. Ниже приведены некоторые из наиболее распространенных покрытий и технологий, которые вы можете найти при покупке окон:
Изолированный
Изолированное оконное остекление относится к окнам с двумя или более стеклами. Чтобы изолировать окно, стеклянные панели разнесены и герметично закрыты, оставляя изолирующее воздушное пространство. Изолированное оконное остекление в первую очередь снижает U-фактор, но также снижает SHGC.
Покрытия с низким коэффициентом излучения
Низкоэмиссионные (low-e) покрытия на стекле контролируют теплопередачу внутри стеклопакета. Окна, изготовленные с низкоэмиссионными покрытиями, обычно стоят примерно на 10-15% дороже, чем обычные окна, но они снижают потери энергии на 30-50%.
Окна, изготовленные с низкоэмиссионными покрытиями, обычно стоят примерно на 10-15% дороже, чем обычные окна, но они снижают потери энергии на 30-50%.
Низкоэмиссионное покрытие представляет собой микроскопически тонкий, практически невидимый слой металла или оксида металла, нанесенный непосредственно на поверхность одного или нескольких оконных стекол. Низкоэмиссионное покрытие снижает U-фактор окна и может управлять коэффициентом пропускания дневного света, а также притоком солнечного тепла через систему остекления. Различные типы низкоэмиссионных покрытий были разработаны для обеспечения высокого, умеренного или низкого солнечного усиления, и они также могут быть настроены для контроля количества пропускаемого видимого дневного света.
Хотя низкоэмиссионные покрытия обычно наносятся в процессе производства, некоторые из них доступны для самостоятельного изготовления. Эти пленки недороги по сравнению с полной заменой окон, служат от 10 до 15 лет без отслаивания, экономят энергию, уменьшают выцветание ткани и повышают комфорт.
Спектрально-селективные покрытия
В тех климатических условиях, где преобладают охлаждающие нагрузки, вам понадобится остекление, которое обеспечивает дневной свет и обзор, но пропускает как можно меньше невидимого инфракрасного излучения солнца. От 40% до 70% тепла обычно передается через изолированное оконное стекло или остекление, обеспечивая при этом полное количество дневного света.
Газовые наполнители и прокладки
Изображение
Чтобы свести к минимуму передачу тепла между внутренней и внешней частью окна, пространство между слоями остекления, обычно около 1/2 дюйма, заполняется аргоном или газом криптоном; оба они инертны, нетоксичны, прозрачны и не имеют запаха.
Чаще всего используется аргон, потому что он недорог и хорошо работает в типичном пространстве 1/2 дюйма. Криптон можно использовать, когда пространство тоньше, чем обычно — обычно около ¼ дюйма. Он имеет лучшие тепловые характеристики, чем аргон, но и более дорогой.
Он имеет лучшие тепловые характеристики, чем аргон, но и более дорогой.
Распорки с соответствующими герметиками используются для сохранения правильного расстояния между слоями остекления. Кроме того, они компенсируют тепловое расширение и перепады давления, а также предотвращают утечку влаги и газа.
Доступны различные распорки с различным воздействием на U-фактор окна. Ищите распорки с «теплым краем», которые предназначены для снижения U-фактора окна и уменьшения образования конденсата на краю окна. Дополнительную информацию о различных типах разделителей см. в документе Efficient Windows Collaborative.
Типы операций
Другим важным моментом является то, как работают окна. Поскольку все работающие окна могут иметь нежелательную утечку воздуха, что снизит энергоэффективность вашего дома, выбор типа привода может повлиять на общее потребление энергии. Интенсивность утечки воздуха зависит от типа и качества уплотнителей и уплотнений и, как правило, увеличивается со временем в связи с эксплуатацией. К традиционным типам операций относятся:
К традиционным типам операций относятся:
- Тент. На петлях сверху и открываются наружу. Поскольку створка закрывается, прижимаясь к раме, они обычно имеют более низкую скорость утечки воздуха, чем раздвижные окна.
- Хоппер. На петлях внизу и открываются внутрь. Как и навес, и створка, они обычно имеют более низкую скорость утечки воздуха, потому что створка закрывается, прижимаясь к раме.
- Одно- и двухстворчатые. Обе створки скользят горизонтально в двустворчатом окне. В одностворчатом окне скользит только одна створка. Подобно одно- и двухстворчатым окнам, они, как правило, имеют более высокую скорость утечки воздуха, чем выступающие или распашные окна.
- Исправлено. Фиксированные панели, которые не открываются. При правильной установке они герметичны, но не подходят для мест, где желательна оконная вентиляция и выход.
- Одно- и двухподвесные. Обе створки скользят вертикально в двустворчатом окне. В одностворчатом окне поднимается только нижняя створка. Эти раздвижные окна обычно имеют более высокую скорость утечки воздуха, чем выступающие или распашные окна.
- Створка. Откидные по бокам. Как и навесные окна, они обычно имеют более низкую скорость утечки воздуха, чем раздвижные окна, потому что створка закрывается, прижимаясь к раме.
 Эти раздвижные окна обычно имеют более высокую скорость утечки воздуха, чем выступающие или распашные окна.
Эти раздвижные окна обычно имеют более высокую скорость утечки воздуха, чем выступающие или распашные окна.- Учить больше
- Ссылки
Связано с энергосбережением
Обновление или замена Windows
Окна влияют на эстетику дома, а также на потребление энергии.
Узнать больше
Штормовые окна
Если у вас ограниченный бюджет, штормовые окна обойдутся вам дешевле, чем новые энергосберегающие окна.
Узнать больше
Рейтинги энергоэффективности для окон, дверей и световых люков
Рейтинги энергоэффективности облегчают покупку энергосберегающих окон, дверей и световых люков.
Узнать больше
Энергосберегающие оконные покрытия
Выберите окна и приспособления, которые позволят вам использовать естественный свет, уменьшая при этом тепловыделение.
Узнать больше
Товары и услуги для окон, дверей и световых люков
Найдите информацию о продукции и найдите профессиональные услуги для окон, дверей и световых люков.
Узнать больше
- Инструмент выбора окон
- Рекомендации по климатическим зонам — Эффективное совместное использование Windows
- Рейтинги продуктов — Национальный совет по оценке окон
- Этикетка энергоэффективности — Национальный совет по оценке окон
- Окна и дневное освещение — Национальная лаборатория технологий Лоуренса в Беркли
- Оконные технологии: низкоэмиссионные покрытия — эффективное сотрудничество с окнами
- Окна, двери и световые люки ENERGY STAR
Окна: 9009 — Эффективная совместная работа с Windows
Шаг 3: Технология виниловых окон
Используйте новейшие технологии при установке новых окон
Убедитесь, что при установке новых окон используются новейшие оконные технологии. Оконные технологии значительно продвинулись за последнее десятилетие, и теперь доступно много новых и интересных функций и опций виниловых окон.
Оконные технологии значительно продвинулись за последнее десятилетие, и теперь доступно много новых и интересных функций и опций виниловых окон.
Виниловые оконные рамы
В прошлом большинство новых окон изготавливались из алюминия или дерева. Сегодня большинство окон изготавливаются из прочного изолирующего полимера ПВХ. Алюминиевые, деревянные и некачественные рамы из ПВХ со временем могут потерять свою форму, что затрудняет открывание и закрывание окон. В результате в ваш дом попадает воздух и влага.
Самые прочные и долговечные рамы из ПВХ изготовлены из 100% первичного НПВХ. Они будут иметь толстые стенки и ряд камер в раме и створке для большей прочности. Некоторые камеры также могут быть армированы сталью.
Все виниловые окна Vinyltek экструдируются из 100% первичного НПВХ. У них больше камер и более толстые стенки, чтобы обеспечить прочность и ограничить передачу тепла, холода и звука. Уже более 20 лет мы сотрудничаем с ведущим производителем высококачественных виниловых оконных компонентов PH Tech. Как правило, чем больше уплотнителей на окне, тем лучше. Окна более низкого качества часто имеют только один атмосферостойкий уплотнитель, тогда как окна более высокого качества могут иметь два или три.
Как правило, чем больше уплотнителей на окне, тем лучше. Окна более низкого качества часто имеют только один атмосферостойкий уплотнитель, тогда как окна более высокого качества могут иметь два или три.
Все окна Vinyltek оснащены тремя толстыми уплотнителями для надежной и надежной защиты от дождя, наносимого ветром.
Фурнитура для виниловых окон
Новая фурнитура для установки окон включает в себя петли, приводы, замки и фиксаторы. Ищите оборудование от известных производителей с солидной репутацией качества. Остерегайтесь подделок, сделанных из некачественных материалов или несовместимых со стандартами. Ищите многоточечные запорные системы для большей безопасности и лучшего уплотнения, а также раздвижные оконные направляющие для более легкой очистки и более плавного движения.
Компания Vinyltek доверяет компании Roto Hardware поставку прочного и долговечного оборудования для установки новых окон для нового строительства и ремонта всех наших виниловых окон.