
Типы производства. Преимущества, недостатки. Какое производство бывает
Типы производства. Преимущества, недостатки :: SYL.ru
Целью деятельности любого предприятия является создание конечного продукта потребления, его реализация и получение прибыли. Организационные типы производства бывают:
- массовые;
- серийные;
- единичные.
Типы производства классифицируют по масштабам производственного процесса, характеру производимой продукции, а также условиям осуществления работ. Конечная цель и задачи подобного разграничения – поиск и применение наиболее оптимальных и экономически целесообразных методов получения конечного продукта в зависимости от его назначения, спроса и потребления. Рассмотрим подробнее, что собой представляют типы производства, каждый в отдельности.
Массовый. Условия организации. Преимущества и недостатки
Предполагает выпуск однотипной продукции, по шаблону. Наиболее выгодный тип производства в экономическом плане. Не требует высококвалифицированных трудовых ресурсов, специализированного оборудования, требующего переналадки под производство другого вида продукции. Он основан на постоянно повторяющихся основных и вспомогательных операциях технологического процесса. Главные условия: организация такта и ритма производства, сокращение расстояния между пошаговым движением потока, создание необходимой длины конвейера и определение скорости его перемещения. Важно, чтобы каждый участок линии по производству конечной продукции был неперегружен и не простаивал в процессе производства. Основные преимущества: непрерывность, узкая специализация, четкое разграничение и отработанность этапов производства. Основные недостатки: отсутствие мобильности по отношению к потребительскому спросу, монотонность труда приводит к большой текучести кадров.
Серийный. Объемы организации. Особенности. Преимущества и недостатки
Самый мобильный и быстро перестраиваемый под рыночные условия способ организации из существующих типов производства. Выпускает конечную продукцию партиями, одновременно ряд наименований изделий, использует в технологическом процессе как специализированные механизмы, так и универсальные, трудовые ресурсы задействованы в нескольких направлениях работ, что требует квалификации и широкой специализации. Серийные производства дополнительно делятся на типы производства:
- мелкосерийные;
- среднесерийные;
- крупносерийные.
К недостаткам следует отнести следующее: нестабильность рыночных отношений может повлечь остановку технологического процесса или вызвать перебои в работе, в случае неправильно проведенных маркетинговых исследований возможно затоваривание складов остатками и запасами незавершенного производства. Размеры партии могут не соответствовать имеющимся в наличии производственным мощностям. Тем не менее если определять предпочтительные типы производства в каждом конкретном случае, то серийный будет более выгодным для предприятий частного бизнеса.
Единичный. Область применения
Такой тип производства предусматривает штучное изготовление конечного продукта. Требует наличия сложной техники, способной обеспечить законченность и технические условия процесса, высококвалифицированных трудовых ресурсов, умеющих обслуживать подобные механизмы, расчета нормативов запасов материалов и сроков на выполнения заказа. К такому типу относятся предприятия отраслей ракетостроения, судостроения и т.п., как правило, это предприятия, работающие по госзаказу. Кроме того, типы производства штучного выполнения работ и предоставления услуг, которыми занимаются мелкие предприниматели, например, ателье по индивидуальному пошиву одежды, обуви, изготовлению мебели под заказ, предоставление всевозможных услуг конкретному потребителю, также относятся к единичному типу производства. На практике в масштабах страны формы организации и типы производства существуют и применяются в комбинированном варианте.
www.syl.ru
Виды (типы) производства
Машиностроительным производством называют производство с преимущественным применением методов технологии машиностроения при выпуске изделия.
Вид производства — классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделия. Видами производства является литейное, ковочное, штамповочное, механическое и т. д.
Тип производства —классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. В машиностроении различают следующие типы производств: единичное, мелкосерийное, среднесерийное, крупносерийное и массовое.
Приближенно тип производства можно оценить по табл. 1.1, в которой указывается количество обрабатываемых в год деталей одного наименования и типоразмера.
Таблица 1.1
| Тип производства | Количество обрабатываемых в год деталей одного наименования и типоразмера, шт. | ||
| крупных | средних | мелких | |
| Единичное Серийное Массовое | до 5 5...1000 более 1000 | до10 10...5000 более 5000 | до 100 100. ..50 000 более 50 000 |
Основной характеристикой типа производства является коэффициент закрепления операций.
Коэффициентом закрепления операций Кзоназывается отношение числа всех технологических операций ∑ОТ, выполненных или подлежащих выполнению в течение одного месяца, к числу рабочих мест ∑Рм, т. е.:

Коэффициент закрепления операций согласно ГОСТ — принимают равным: массовое производство— 1; крупносерийное производство — свыше 1 до 10 включительно, среднесерийное производство — свыше 10 до 20 включительно; мелкосерийное производство — свыше 20 до 40 включительно; единичное производство — свыше 40.
Данный критерий оценки типа производства можно считать достаточно объективным, так как по количеству выпускаемых изделий оценить тип производства сложно хотя бы потому, что нет четкой грани между крупными средними и мелкими деталями (табл. 1.1). Например, выпуск 25 турбин можно считать крупносерийным производством, а 25 000 болтов мелкосерийным производством для метизного завода и крупносерийным для машиностроительного предприятия.
Деление производств по типам носит чисто условный характер, так как провести четкую границу, например, между крупносерийным и среднесерийным производством или мелкосерийным и единичным производством затруднительно, поэтому при оценке типа производства всегда следует определять коэффициент закрепления операций.
Производственная программа машиностроительного предприятия содержит номенклатуру изготовляемых изделий, количество изделий каждого наименования, подлежащих выпуску в течение года.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом их выпуска. При единичном производстве используется преимущественно универсальное оборудование универсальная оснастка и инструменты. Разнохарактерность изготовляемых изделий, различие требований, предъявляемых к изделию по точности изготовления и др. условия требуют использования рабочих высокой квалификации.
Единичное производство существует в тяжелом машиностроении судостроении, на предприятиях, выпускающих оборудование для химических и металлургических заводов, в ремонтных и инструментальные цехах и т.д.
При серийном производстве изделия изготовляются партиями (партия деталей) или сериями (серия машин).
В зависимости от количества изделий в серии, их характера и трудоемкости, а также от частоты повторяемости серий в течение года различают мелкосерийное, среднесерийное и крупносерийное производство.
Серийному производству присущи признаки:
- применение наравне с универсальным, специального и специализированного оборудования и оснастки;
- применение рабочих средней квалификации;
- необходимость наличия межоперационных складов;
- применение частичной механизации и автоматизации.
При проектировании технологического процесса обработки деталей в серийном производстве определяют размер партии деталей по формуле:
nд= (N*t)/Ф
где N - объем выпуска деталей, шт.; t - число дней, на которое необходимо иметь запас деталей на складе; Ф - число рабочих дней в год) (253 раб.дня)
Для мелких деталей (массой до 2кг) t=5-10 дней
Для средних деталей (2-8кг) t=3-5 дней
Для крупных деталей (массой более 8 кг) t=2-Здня
Количество партий деталей в год определяют по формуле:
k=N/n„
При массовом производстве изделия выпускаются в течении продолжительного времени ограниченной номенклатуры в большом количестве
1.1.3 Структура технологического процесса
Технологическим процессом называют часть производственного процесса, направленная на изменение размеров, формы или свойств изделия. Например, в процессе механической обработки изменяют размеры, форму, взаимное расположение и величину микронеровностей обрабатываемых поверхностей; при термической обработке — состояние изделия, его твердость, структуру и другие свойства материала; при сборке изделия — относительное положение деталей в собираемом узле.
Технологический процесс составляет главную часть производственного процесса. По технологическому процессу механической обработки заготовок можно судить о последовательности, способах, времени обработки и др.
Технологическая дисциплина — соблюдение точного соответствия технологического процесса изготовления или ремонта изделия требованиям технологической и конструкторской документации.
Групповым технологическим процессом называют технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Типовым технологическим процессом называют технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Необходимо стремиться к построению оптимального (наилучшего, наиболее соответствующего определенным условиям и задачам) технологического процесса.
Весь технологический процесс механической обработки заготовок делят на составные элементы: технологические операции, технологические переходы, позиции и др. Основной частью технологического процесса является технологическая операция (рис. 1.1.).
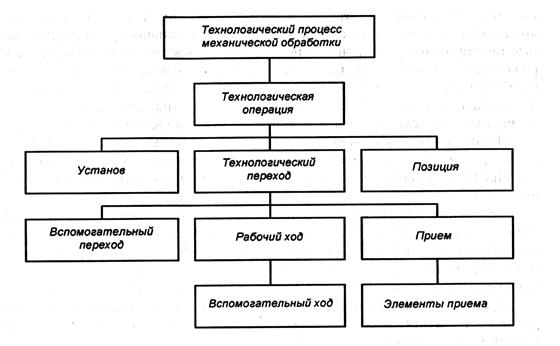
Рисунок 1.1
1.1.4 Элементы технологического процесса
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Следует учитывать, что рабочим местом является элементарная единица структуры предприятия, где размещены исполнители работы, обслуживающие технологическое оборудование, на ограниченное время оснастка и предметы труда. Например, обработку ступенчатого вала можно выполнять в следующей последовательности; на первой операции подрезают торцы и зацентровывают вспомогательные базы, на второй — обтачивают наружную поверхность, на третьей — шлифуют эти поверхности.
Типовой технологической операцией называют технологическую операцию, характеризуемую единством содержания и последовательности технологических переходов для группы изделий с одними конструктивными и технологическими признаками.
Групповой технологической операцией называют технологическую операцию совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Виды технологических операций. Технологический процесс можно построить по принципу концентрированных или же дифференцированных технологических операций.
Концентрированной технологической операцией называют такую операцию, которая включает в себя большое количество технологических переходов. Как правило, данная операция имеет многоинструментальную наладку. Пределом концентрации операций является полная обработка детали на одной операции.
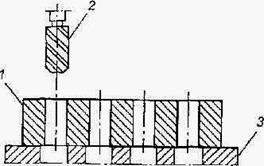
| Рисунок 1.2 . Основные виды концентрации операций: а— последовательная; 6— параллельная |
Критерием оценки степени концентрации операций является количество переходов, осуществляемых в одной операции. Различают три основных вида концентрации операций: последовательную (рис. 1.2,а), параллельную (рис.1.2, б) и параллельно-последовательную. Если переходы в операции выполняются один за другим, то концентрацию называют последовательной (универсальные станки), если же они совмещены в один сложный технологический переход, т. е. выполняются одновременно, то концентрацию операций называют параллельной (многоинструментальные станки). Концентрацию называют параллельно-последовательной, если последовательно одновременно обрабатывается несколько поверхностей (многоинструментальные станки).
Достоинство параллельной концентрации операций состоит в следующем: сокращается длительность технологического цикла, уменьшается число уставов заготовок, уменьшается количество рабочих, приспособлений, применяются высокопроизводительные станки, упрощаются учет и планирование производства, уменьшается количество рабочих станочников и потребная производственная площадь.
Недостатками параллельной концентрации операций является необходимость в сложном и дорогостоящем оборудовании; сложная и трудоемкая наладка.
Дифференцированной операцией называют операцию, состоящую минимального количества переходов. Пределом дифференциации являет выполнение технологической операции, состоящей из одного технологического перехода.
Достоинства дифференциации операций состоят в следующем: применяется сравнительно простое и дешевое оборудование, простота и незначительная сложность их наладки, создается возможность применения более высоких режимов обработки.
Недостатки принципа дифференциации операций: удлиняется технологическая линия, увеличивается количество потребного оборудования и производственные площади, увеличивается число рабочих, большое число установок.
Не следует опрометчиво стремиться к высокой степени концентрации операции. Часто бывает нецелесообразно производить обработку с высокой степенью концентрации операции. Неправильное определение оптимальной концентрации приводит к серьезным ошибкам и большим неоправданным затратам, которые значительно повышают себестоимость изделий.
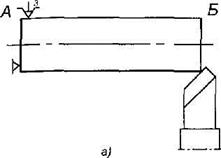
| Рисунок 1.3. Схема технологического перехода |
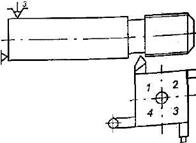 Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установах. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.3). Но сама смена инструмента является вспомогательным переходом.
Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установах. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.3). Но сама смена инструмента является вспомогательным переходом.
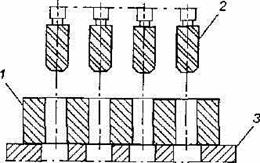
 Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода. Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно
Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода. Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно
(после обточки ступенчатого вала одновременно
| Рисунок 1.4. Схема первого установа |
несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ — часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рис. 1.4).
Позиция.Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
Позицией называют фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рис. 1.5).
При разработке технологического процесса обработки заготовок, предпочтительно заменять установи позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
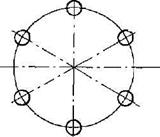
| Рисунок 1.5. Схема смены позиций заготовки на многошпиндельном станке |
Рабочий и вспомогательныйход. Рабочим ходом называют законченную часть технологического перехода, состоящего из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки. Рабочий ход обычно сопровождает непрерывную обработку одного слоя заготовки, например, на токарном станке — обработка вала на проход, на строгальном станке — одно перемещение резца при резании.
Вспомогательным ходом называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Например, при черновой обточке вала резец возвращается в исходное положение, совершая вспомогательный ход.
Прием.Приемом называют законченную совокупность действий человека, применяемых при выполнении технологического перехода или его части и объединенных одним целевым назначением. Обычно приемом является вспомогательное действие оператора при управлении станком (вручную), измерение заготовки. Элемент приема — нажатие кнопки, перемещение рукоятки и т. д.
Важными характеристиками технологического процесса и операции являются цикл, технологической операции, такт и ритм выпуска.
Похожие статьи:
poznayka.org
Типы и виды производства
Какие типы производства существуют?
Тип производства - это комплексная характеристика технических, организационных и экономических особенностей производства, обусловленная его специализацией, объемом и постоянством номенклатуры.
Если объем использовать в качестве ключевого фактора в определении разнообразия типов процессов, то можно выявить пять типов производства:
Проектное производство. Производит один объект, и все производственное оборудование переносится на место, где производится продукт (строительный проект или объект). Это характерно для строительства, а не для производственного бизнеса.
Изготовление продукции по заказам. Производство одного продукта для конкретного клиента. Производитель приспосабливает свое оборудование для производства продукта клиента. Примером может служить система производства на предприятии двигателей, предназначенных для машин с высокими техническими характеристиками.
Изготовление продукции партиями. Продукт повторяющегося характера, с относительно большими объемами. Производство разбивается на операции. Каждая операция завершается определенным количеством заказанных деталей, которые затем используются на следующей операции, и так далее, до окончания производственной стадии.
Поточное производство. Объем продукта увеличивается еще больше, появляется необходимость ввести специальный процесс, в котором отдельные части или собранные блоки проходят через каждый этап производства последовательно.
Непрерывное производство. Этот процесс характерен, например, для нефтяных или химических очистных сооружений (которые работают непрерывно) и редко встречается на небольших производственных предприятиях.
Какие типы производства характерны для малого бизнеса?
Как правило, малые предприятия используют три основных типа производства: изготовление продукции по заказам, изготовление продукции партиями и поточное производство. Давайте рассмотрим каждый из этих типов подробно.
Изготовление продукции по заказам осуществляется в соответствии с разовыми заказами, т.е. каждый товар обладает индивидуальными свойствами. Производитель работает по чертежу заказчика, отличается высокой квалификацией, но при этом сохраняется достаточно гибкое производство. Данный тип характеризуется высокой интенсивностью труда. Повторные заказы, как правило, бывают редко, поэтому невозможно воспользоваться преимуществами повторной работы.
Изготовление продукции партиями осуществляется в случаях, когда требуется увеличение объема производства и возможно повторение операций. Разброс объемов производства достаточно широк - от небольших партий, состоящих из нескольких предметов, до больших, порядка тысячи предметов. Как правило, такие производители используют универсальное оборудование, приспособленное для эффективного выполнения повторяющихся операций, поскольку небольшие объемы производства не оправдывают капиталовложений в специализированное оборудование.
Поточное производство применяется в случаях, когда предстоящее увеличение объемов оправдывает капиталовложения в производство, и весь процесс концентрируется на изготовлении одного или нескольких видов продукции. Все производство организуется как последовательные операции - потоки, необходимые для изготовления заданного ассортимента продукции, для которых предназначена данная производственная линия.
На рисунке показана взаимосвязь сложности производства с его объемом для разных типов производственных процессов:
Каким образом выбор типа производства влияет на основные аспекты бизнеса?
От того, как Вы решите организовать Ваш производственный процесс, будет существенно зависеть соответствие Вашего бизнеса требованиям потребителей. Каждый из трех производственных процессов - изготовление продукции по заказам, партиями и поточное производство - имеет отличительные свойства. Выбор производственного процесса также влияет на другие важные аспекты Вашего дела, и правильность выбора позволит Вам достичь необходимого роста и конкурентоспособности, сохранив при этом гибкость, достаточную для удовлетворения потребностей заказчиков и технического роста.
При анализе последствий выбора производственного процесса необходимо учитывать следующие четыре фактора:
- продукция и потребности заказчиков,
- производственный процесс,
- капиталовложения и себестоимость,
- организационная инфраструктура.
Каково влияние выбора типа производства на продукцию и потребности заказчиков?
Для фирм, изготавливающих продукцию по заказам, важно точно выполнять требования потребителя. Для этого, прежде всего, необходимо наличие квалифицированной рабочей силы, что позволит выполнять широкий диапазон заказов в рамках данной квалификации и быть конкурентоспособным во всем, кроме цены. Цена здесь скорее выражает качественную характеристику, чем влияет на получение заказов.
При изготовлении продукции партиями имеется возможность выполнять разные объемы работ. Этот тип производства является связующим звеном между вариантами выполнения небольших заказов и широкомасштабного производства стандартной продукции. К изготовлению продукции партиями прибегают, если необходимо расширить объем производства продукции по заказам и применяются повторяющиеся, но недостаточные для выбора целенаправленного поточного производства, работы.
Фирмы с поточным производством продают стандартную продукцию, которая выпускается большими партиями и конкурирует в цене. Изменений видов продукции практически не бывает. Дизайн и качество продукции задаются с самого начала в соответствии с требованиями потребителей.
При изготовлении продукции по заказам сохраняется высокая степень гибкости производства в пределах имеющейся квалификации. Задача производителя состоит в эффективной реализации квалификации рабочих. При таком типе производства заказы часто накапливаются, поэтому производителю важно оценить будущую загрузку и своевременно внести необходимые изменения, поскольку главной задачей такого производства является выполнение заказа в соответствии с предложенной спецификацией и в установленное время.
При изготовлении продукции партиями происходит расширение ассортимента продукции и объемов производства. Чтобы справиться с этим, производство должно иметь универсальный характер, обеспечивающий высокую гибкость. Такое производство имеет общецелевой характер и отличается от позаказного метода большим количеством одновременно обрабатываемой продукции.
При изготовлении продукции поточным методом выпускается заданный ассортимент продукции. Поскольку поточное производство заключается в повторяющихся операциях, в течение всего процесса сохраняется необходимый уровень качества. Объемы производства в данном случае большие, что оправдывает капиталовложения за счет эффективного использования оборудования.
Каково влияние типа производства на капиталовложения и себестоимость?
При изготовлении продукции по заказам капиталовложения в оборудование сравнительно низкое. Обычно используется небольшое число специалистов, что ведет к относительно низким накладным расходам. Всю работу выполняют высококвалифицированные рабочие, и, учитывая высокую интенсивность труда, затраты на оплату труда составляют большую часть всех расходов. Стоимость материалов низкая по сравнению со стоимостью труда, если же требуются дорогостоящие материалы, то они часто предоставляются заказчиком.
При изготовлении продукции партиями увеличиваются капиталовложения в производство для достижения более низкой себестоимости. Фирмы стараются максимально использовать оборудование путем выпуска большего числа продукции при одинаковой технологии, что повышает эффективность использования капиталовложений в процессе производства.
Высокий уровень капиталовложений в поточное производство приводит к снижению себестоимости. Здесь большая часть затрат приходится на материалы и приобретаемые у других фирм компоненты, а также на накладные расходы, а стоимость труда составляет относительно малую часть затрат.
А как влияет тип производства на организационную инфраструктуру?
Организация производства, направленного на выполнение заказов, требует децентрализованного управления и предприимчивости, чтобы быстро и эффективно реагировать на изменяющиеся запросы рынка. Руководители компаний должны разбираться в технологическом процессе, чтобы принимать квалифицированные решения. Также очень важна квалификация рабочих, поскольку по большому счету им приходится принимать многие решения самостоятельно. Конкурентоспособность здесь в значительной мере зависит от того, насколько грамотно осуществляется руководство высококвалифицированной рабочей силой.
При изготовлении продукции небольшими партиями организационный стиль и управление остаются теми же, что и при изготовлении продукции по заказам. Но для производства больших партий продукции становится более характерным централизованное - бюрократическое - управление, поскольку по мере усложнения производства растет уровень использования специалистов в управлении. Сам руководитель производства должен обеспечивать координацию и развитие системы производства.
Поточное производство применяется при больших объемах продукции и, следовательно, многочисленности персонала, поэтому здесь наиболее эффективной будет централизованная система управления. Здесь появляется большое количество отделов и функциональных подразделений, которыми необходимо управлять. Руководители следят за оптимальным использованием возможностей производства и персонала, а специалисты обеспечивают техническое ноу-хау для продукции и технологических процессов.
К каким последствиям приводит выбор того или иного типа производства?
Рассмотрим таблицу для сравнения разных аспектов производственных процессов и последствий, характерных для каждого из типов производства.
| Рабочие показатели | Тип производственного процесса | |
| Производство по заказам | Поточное производство | |
| Что продает фирма? По каким параметрам оценивается продукция? Какой диапазон продукции может выпускать фирма? Каковы размеры заказов и объемы производства? Какое оборудование используется? Какова степень гибкости производства? Каков уровень использования оборудования? Какова себестоимость единицы продукции? Каков уровень накладных расходов? Какой вид управления используется? Уровень необходимых капиталовложений. Наиболее подходящий стиль руководства. Какова организация производства? | Продукция, выполненная по заказам. Объем поставок, качество и обслуживание клиента. Широкий диапазон разовых работ. Небольшие разовые заказы. Общецелевое. Очень высокая. Низкий, часть оборудования может простаивать. Высокая. Низкий. Простое гибкое. Низкий. Открытый, предпринимательский. Гибкая, допускающая свободу планирования. | Стандартная продукция. Цена и качество. Узкий ассортимент стандартной продукции. Большие. Высокоспециализированное. Низкая, ограниченная. Высокий, большая часть используется в "потоке". Низкая. Высокий. Сложная система управления. Высокий. Бюрократический. Централизованная, не дающая свободы. |
При изготовлении продукции партиями влияние на данные аспекты определяется как нечто среднее между рассмотренными вариантами в зависимости от конкретной ситуации.
Из предлагаемой таблицы видно, что варианты изготовления продукции разными типами производства приводят к абсолютно разным результатам. Отсюда становится понятно, что выбор любого производственного процесса оказывает важное практическое и стратегическое воздействие на многие аспекты бизнеса.
Виды производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении технологической структуры производства или структуры добавочной стоимости.
Основные виды простых производств можно описать как:
- линеарное производство
- расходящееся производство
- сходящееся производство
- смешанное (из простых) производство
к сложным видам производствам можно отнести:
- цикличное производство
- смешанное (из простых и сложных) производство
Реальное производство является зачастую смешанным производством, но для оптимизации производства или для расчёта расчётных цен необходимо понимание видов производства (организации структуры производственных факторов).
Виды производства отличны от типов производства.
Выводы и рекомендации
При выборе типа производства для Вашего бизнеса старайтесь использовать аналитический подход, при котором необходимо:
- Четко различать основные типы производства.
- Выявить скрытые недостатки и преимущества каждого типа производства.
- Определить наиболее приемлемый для Вас тип производства.
Предвидеть организационные и другие изменения, обусловленные выбором конкретного типа производства.
producm.ru
4.Типы производств
Тип производства — это комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, типом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Тип производства определяется следующими факторами:
номенклатурой выпускаемых изделий;
объемом выпуска;
степенью постоянства номенклатуры выпускаемых изделий;
характером загрузки рабочих мест.
В зависимости от уровня концентрации и специализации различают три типа производств:
единичное;
серийное;
массовое.
По типам производства классифицируются предприятия, участки и отдельные рабочие места.
Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха — характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства.
5.Единичный тип производства
Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск).
Основные особенности единичного производства заключаются в том, что программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей.
Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам.
Производственный процесс изготовления продукции носит прерывный характер. На выпуск каждой единицы продукции затрачивается относительно продолжительное время. На предприятиях применяется универсальное оборудование, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками.
Распространено в тяжелом машиностроении (производство крупных машин для черной металлургии и энергетики), химической промышленности, в сфере услуг.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу. Значительная трудоемкость продукции, высокая квалификация привлекаемых для выполнения операций рабочих, повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25% от полной себестоимости.
6.Серийный тип производства
Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска.
Серийное производство — наиболее распространенный тип производства.
Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца.
Это позволяет организовать выпуск продукции более или менее ритмично. Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Серийный тип производства характерен для станкостроения, производства проката черных металлов и т.п.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику.
Подтипы серийного производства:
Мелкосерийное тяготеет к единичному, а крупносерийное — к массовому. Это деление носит условный характер. Например, в соответствии с классификацией, предложенной Вудворд выделяются единичное и мелкосерийное производство (Unit Production), массовое (Mass Production) и непрерывное (Process Production).
Производство мелкосерийное является переходным от единичного к серийному. Выпуск изделий может осуществляться малыми партиями.
В настоящее время в машиностроении одним из конкурентных факторов стала способность фирмы изготовлять уникальное, зачастую повышенной сложности оборудование малой партией по спецзаказу покупателей.
Внедрение компьютеризации позволяет повысить гибкость производства и внести в мелкосерийное производство черты поточного производства. Например, появилась возможность изготовлять несколько типов изделий на одной поточной линии с затратой минимального количества времени для переналадки оборудования.
Крупносерийное производство является переходной формой к массовому производству.
В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течение длительного периода. Обычно предприятия этого типа специализируются на выпуске отдельных изделий или комплектов по предметному типу.
studfiles.net
Какая бывает промышленность?
Промышленность важная, основополагающая часть экономики каждой страны. Промышленность — это все предприятия, занятые производством орудий труда, добычей сырья, производством энергии, обработкой продуктов, произведенных промышленностью и сельским хозяйством.
Какая бывает промышленность? Она состоит из двух довольно больших групп или отраслей:
- Добывающая
- Обрабатывающая
Добывающая промышленность
Добывающая промышленность, как это видно из названия отрасли, занимается добычей сырья: руд, нефти, газа, сланцев, известняка, и так далее. Также к добывающей промышленности относятся водопроводы и гидроэлектростанции, предприятия по добыче леса и ловли рыбы.
Обрабатывающая
К обрабатывающей промышленности относят предприятия, занимающиеся производством черных, а также цветных металлов, химической продукции, машиностроения, деревообработкой, ремонтом, пищевой и легкой продукции, теплоэлектростанции и кинопромышленность.
Отрасли промышленности
Теперь рассмотрим все виды отраслей промышленности в отдельности.
Электроэнергетика. Этот вид промышленности крайне важен, так как занимается производством, передачей и сбытом электрической энергии.
Топливная промышленность. Она является базовой для России, так как на сегодняшний день активно участвует как во внутренней, так и во внешней политике.
В эту категорию входят:
- Угольная
- Газовая
- Нефтяная промышленности.
Черная металлургия. Это основа машиностроения. Сырьем для черных металлов являются руды. Эта промышленность включает в себя:
Добычу и обогащение руд
- Добычу и обогащение различных нерудных материалов
- Производство черного металла
- Производство изделий из черного металла.
Цветная металлургия. Занимается соответственно добычей и обогащением руд цветных металлов.
Химическая промышленность. Данная отрасль промышленности занимается продукцией и
elhow.ru
- Технология производства топливных брикетов

- Производители сливочное масло

- Выращивание уток на мясо

- Переработка бумаги и картона

- Станок для изготовления пакетов бумажных

- Изготовление брусчатки технология

- Высокорентабельное производство

- Частное производство
- Агентство по организации праздников как открыть

- Сколько можно заработать на рекламе на своем сайте

- Меню пельменной

© 2005-2018, Национальный Экспертный Совет по Качеству.

